La stampa 3D + il taglio laser apre interessanti possibilità per la stampa 3D del legno
Semmai, la stampa 3D è stata un’ispirazione per il pensiero fuori dagli schemi. La pletora di tecnologie additive là fuori è diventata un punto di partenza per un panorama completamente nuovo di processi di produzione. Ciò include un nuovo metodo per la stampa 3D di grandi strutture in legno, sviluppato dai ricercatori della Qilu University of Technology e del College of Material Science and Engineering, Northeast Forestry University , entrambi in Cina.
Gli autori di un articolo intitolato ” Un metodo di produzione additiva utilizzando legno su larga scala ispirato alla produzione di oggetti laminati e alla tecnologia del compensato ” nella rivista Polymers , Yubo Tao, Qing Yin e Peng Li, descrivono come il legno tagliato al laser potrebbe essere impilato in un additivo modo per creare oggetti in legno. Chiamano il processo laminazione di impiallacciatura con taglio laser (LcVL) ed è stato ispirato in gran parte dalla produzione di oggetti laminati (LOM), un metodo di stampa 3D che non ha ancora trovato un uso diffuso nel settore, ma ha diverse importanti applicazioni di nicchia .
LOM ha avuto origine con una società chiamata Helisys Inc., che ha laminato pezzi di materiale rivestito di adesivo, come la plastica, insieme prima di tagliare gli strati per produrre un oggetto finale. Mentre l’iterazione della tecnologia da parte di quella società è ormai defunta, altri hanno preso il concetto e lo hanno integrato in nuovi processi di produzione.
Mcor, anch’egli ora defunto , aveva una tecnologia molto interessante che applicava LOM alla stampa su carta , utilizzando una stampante a getto d’inchiostro 2D per stampare su singoli strati di carta e quindi utilizzando una lama per tagliare la pila. Fabrisonic applica un approccio simile ai fogli di metallo, saldando a ultrasuoni i fogli insieme e quindi tagliandoli con una testa CNC. Impossible Objects ha un processo LOM più coinvolto che consente la stampa 3D di compositi.
I ricercatori in questo caso stanno usando LOM per stampare con il legno, vedendo che fornisce potenziali punti di forza rispetto ai metodi di stampa su legno alternativi. Finora, la stampa 3D con il legno è limitata ai metodi di estrusione o all’incollaggio granulare. La prima è una tecnica di modellazione a deposizione fusa che fonde filamenti compositi di legno-plastica e li estrude su un substrato. Quest’ultimo vede particelle di legno-polimero fuse insieme a laser ad alta potenza in macchine di sinterizzazione laser selettiva . In alternativa, i sistemi a getto di legante possono legare particelle di legno con un legante inorganico.
Queste tecniche sono finora limitate, sia in termini di dimensioni degli oggetti che possono essere realizzati, sia per le discrepanze complessive nell’aspetto e nelle proprietà meccaniche tra gli oggetti stampati e il legno originale con cui sono realizzati.
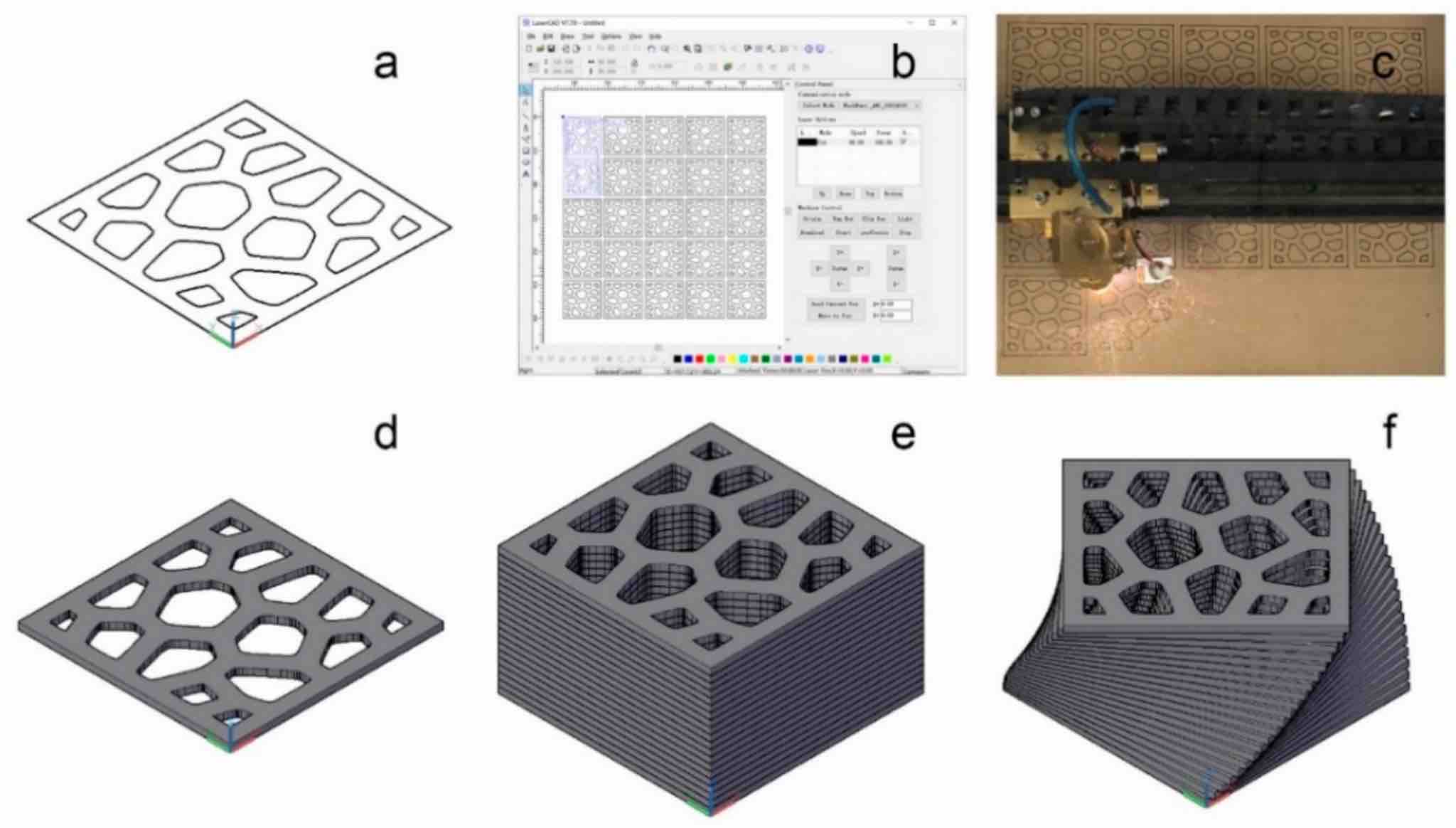
“Metodologia di progettazione del modello. (a) Schema di uno strato di sezione trasversale a configurazione cellulare di Voronoi; (b) Impostazione dei parametri di elaborazione laser nel software LaserCAD, come potenza del laser, velocità di movimento, ecc .; (c) legno tagliato al laser; (d) Una fetta di strato dopo 1,5 mm di estrusione; (e) Impilamento di strati lungo l’asse Z per creare un modello a strati; (f) Gli strati vengono ruotati per produrre il modello del prodotto desiderato. ” Immagine per gentile concessione di Polymers.
I ricercatori propongono l’idea di convertire un modello 3D in singole fette di legno che sarebbero poi tagliate al laser e incollate insieme strato per strato. Hanno scelto l’impiallacciatura di pioppo in legno di Aspen con uno spessore di 1,5 mm e un contenuto di umidità dell’8%. Il legno è stato quindi tagliato utilizzando un laser cutter modello 4060 di Huitian Laser Instrument Co., Ltd. Successivamente, gli strati sono stati rivestiti con adesivo in acetato di polivinile (PVA) e impilati, con uno stampo dei contorni del modello utilizzato per pressare insieme le pile. una pressa a freddo.
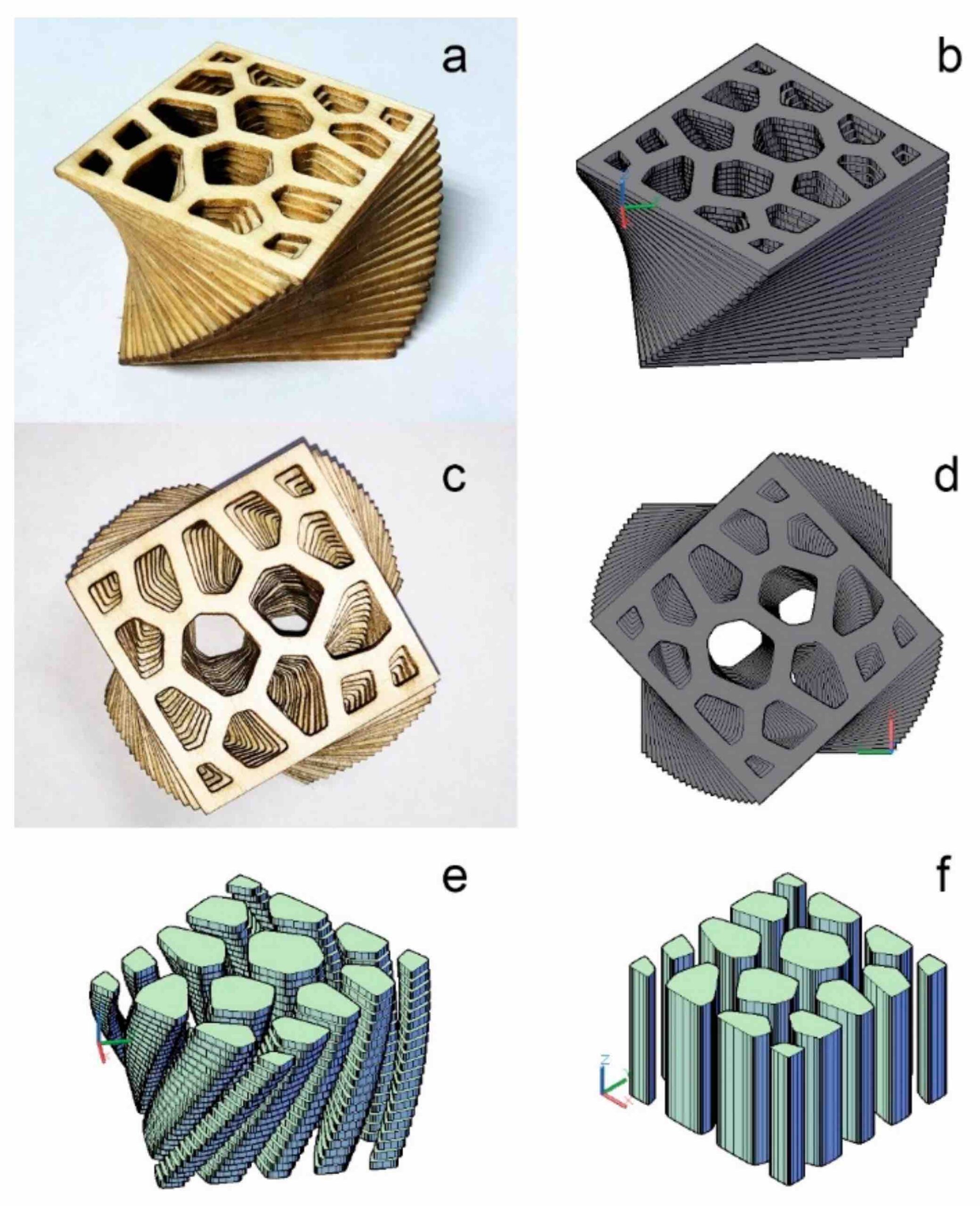
“Confronto tra il prodotto di laminazione di impiallacciatura tagliata al laser (LcVL) e il suo modello 3D. (a) vista ortografica del prodotto LcVL; (b) vista ortografica del modello 3D del prodotto; (c) Vista dall’alto del prodotto LcVL; (d) Vista dall’alto del modello 3D del prodotto; (e) vuoti tubolari presenti nel modello 3D della postrotazione del prodotto; (f) Vuoti tubolari presenti nel modello 3D della prerotazione del prodotto. ” Immagine per gentile concessione di Polymers.
Gli autori ritengono che un tale processo di produzione, se automatizzato, potrebbe essere utilizzato per creare oggetti con un buon assorbimento acustico e che le particelle di legno rimanenti dal processo di taglio laser potrebbero essere riutilizzate per il filamento di stampa 3D legno-plastica. Tuttavia, notano anche che il processo LcVL non è ideale per oggetti più geometricamente complessi con sporgenze significative.
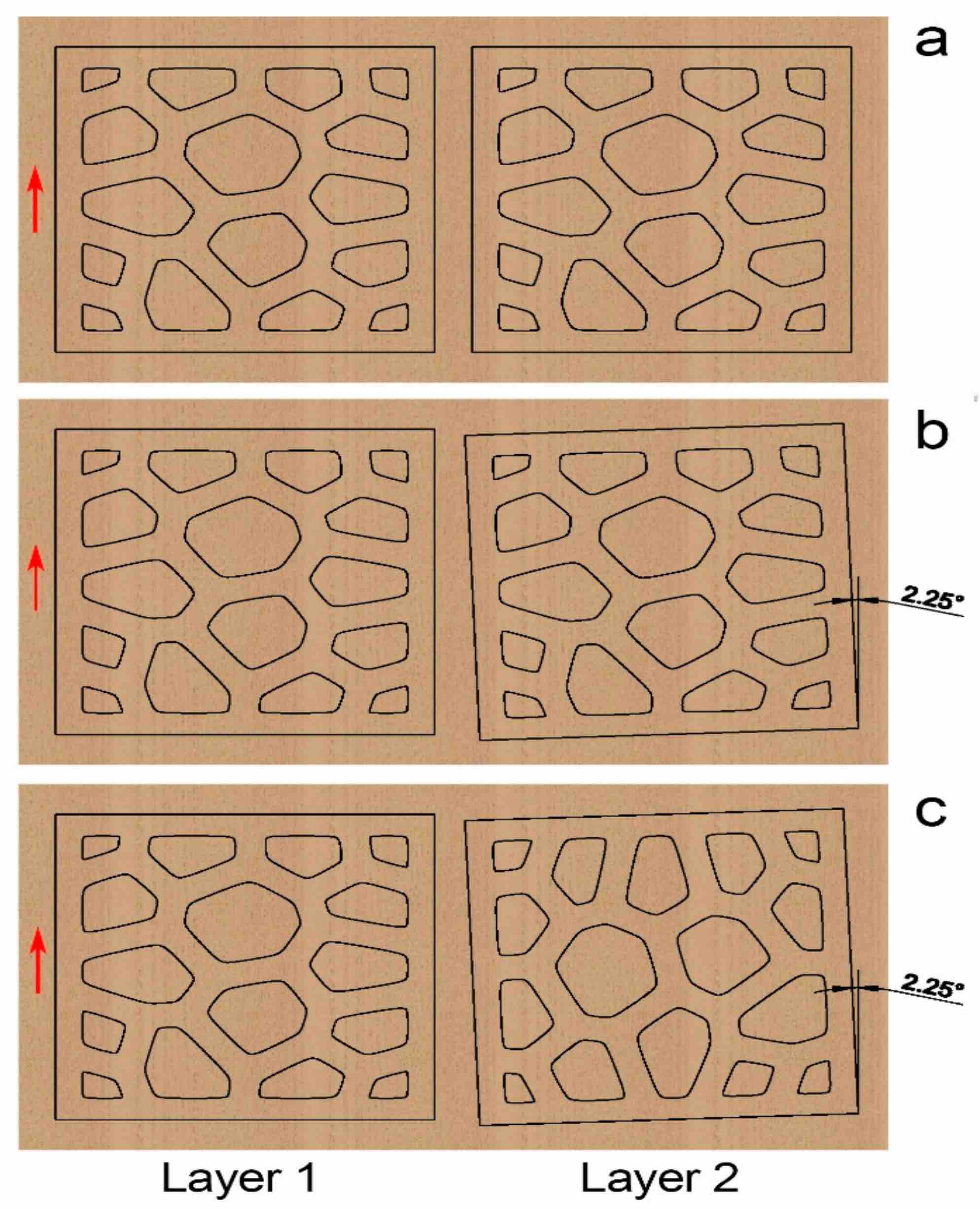
“Direzione della struttura del legno (indicata dalle frecce rosse) e distinte soluzioni di taglio dello strato (a) Soluzione di taglio con strato 1 e strato 2 tagliati in modo identico. Le direzioni della struttura del legno risultanti della struttura sono 2,25 ° tra ogni strato. (b) Soluzione di taglio che produce un prodotto con una direzione di struttura del legno coerente. (c) Soluzione di taglio che produce un prodotto con direzioni di struttura del legno ortogonali tra gli strati. ” Immagine per gentile concessione di Polymers.
Poiché il legno è anisotropo, con il modo in cui i grani sono orientati che determina quanto è forte in una data direzione, il modo in cui gli strati di legno sono impilati presenta alcune possibilità interessanti. Gli autori scrivono:
“[I] f strato 2 è stato tagliato con una rotazione di 90◦ in senso antiorario più 2,25◦ di rotazione in senso antiorario, come mostrato nella Figura 7c, quindi le direzioni della trama del legno degli strati 1 e 2 sarebbero ortogonali in un prodotto con strati ruotati in senso antiorario di 2,25◦. La direzionalità di un tale prodotto potrebbe essere analizzata con il principio ortogonale della tecnologia del compensato. La designabilità delle strutture dei prodotti LcVL è essenziale per creare modelli di materiali e matrici per compositi di proprietà variabili con LcVL “.
Data la necessità di abbandonare i materiali a base di petrolio, le alternative non derivate da combustibili fossili dovrebbero essere una priorità per il nascente settore della stampa 3D. In questo caso, LcVL di legno come possibile materia prima potrebbe essere un’aggiunta interessante al portafoglio di additivi. Possiamo persino immaginare LcVL utilizzato per una varietà di altri materiali, sostenibili o meno. Questo è chiaramente solo l’inizio della ricerca del team, poiché non hanno ancora automatizzato il processo di impilamento. Sarà entusiasmante vedere se saranno in grado di sviluppare il loro studio nel prossimo futuro.