Rendere impermeabile una stampa 3D FDM sembra semplice solo in apparenza. Chi ha provato a stampare un vaso, un piccolo serbatoio, una scatola per elettronica o un componente destinato a stare all’aperto conosce bene il problema: l’oggetto può apparire solido, avere pareti spesse e una buona finitura, ma dopo qualche ora può iniziare a trasudare acqua da punti difficili da individuare.
Il motivo è legato alla natura stessa della stampa FDM. Il materiale viene depositato strato dopo strato sotto forma di filamento fuso. Anche quando la stampa è ben calibrata, tra linee di estrusione, pareti, cuciture verticali e punti di ripartenza dell’ugello possono restare microspazi. Questi passaggi non sono sempre visibili a occhio nudo, ma diventano sufficienti perché l’acqua entri o esca dal pezzo, soprattutto quando entra in gioco la pressione.
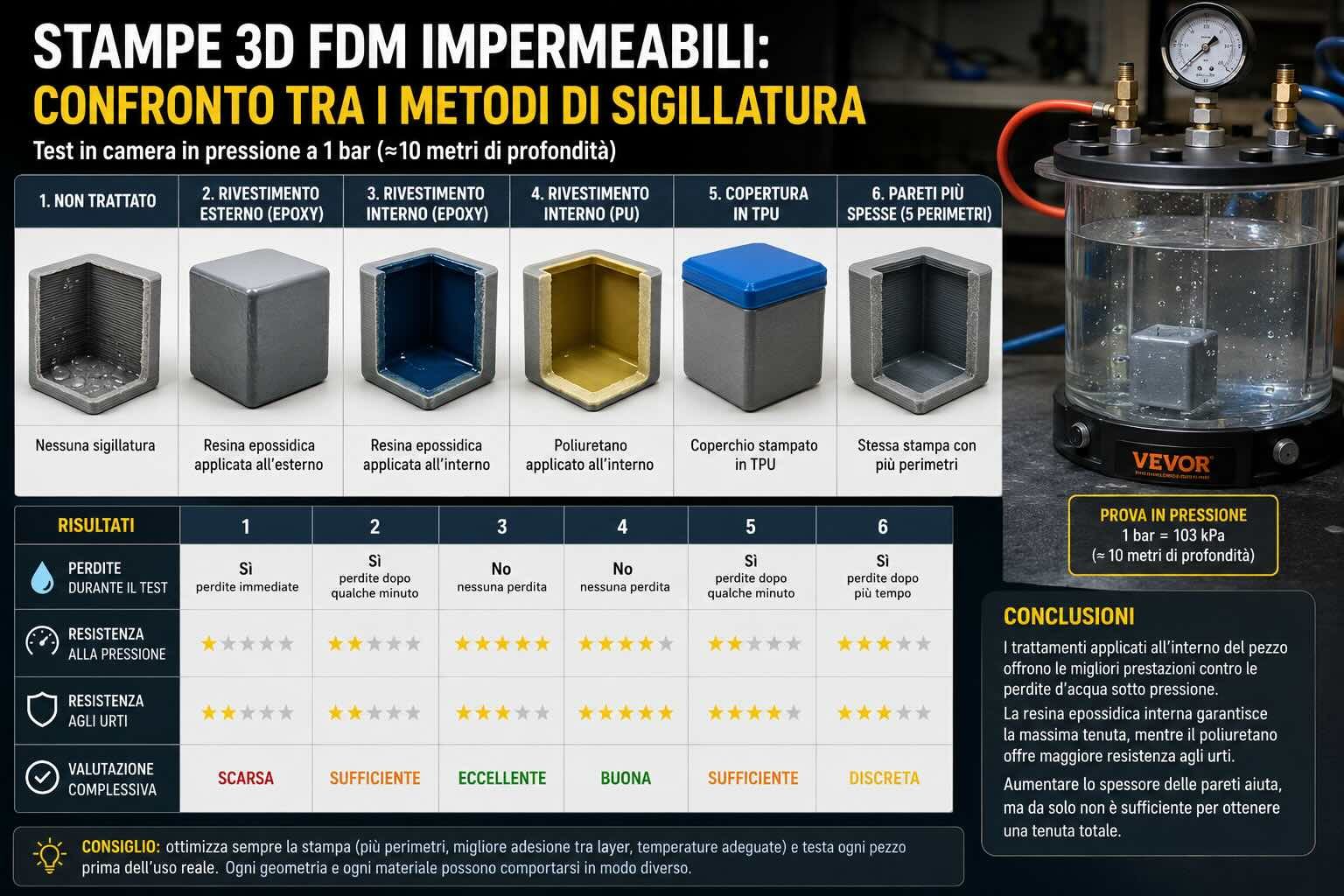
Un test condotto dal maker e YouTuber Half-Baked-Research ha messo a confronto diversi sistemi di sigillatura per capire quali trattamenti riescano a rendere una parte FDM davvero resistente all’acqua. L’interesse della prova non sta solo nel confronto tra materiali, ma nel metodo: non si è trattato di riempire un contenitore e aspettare qualche minuto, bensì di sottoporre i campioni a una prova con pressione simile a quella che si incontra a circa dieci metri di profondità.
Perché una stampa FDM non è automaticamente stagna
Una parte stampata in FDM può essere resistente all’acqua come materiale, ma non per questo è stagna come geometria. PETG, ABS, ASA, TPU o PP possono avere una buona compatibilità con ambienti umidi, ma la tenuta dipende da come sono state create le pareti.
La differenza è importante. “Resistente all’acqua” significa che il materiale non si degrada facilmente a contatto con l’acqua. “A tenuta” significa che l’oggetto non lascia passare liquidi attraverso la propria struttura. Una stampa può essere realizzata in un materiale adatto, ma perdere comunque perché la parete contiene microcanali tra gli strati.
Le zone più critiche sono di solito tre: la cucitura Z, cioè il punto in cui ogni layer inizia e finisce; le giunzioni tra perimetri e riempimento; il fondo del pezzo, dove top e bottom layer devono chiudere la geometria senza lasciare vuoti. Anche i supporti possono creare problemi, perché la loro rimozione può danneggiare la pelle esterna e aprire piccoli punti di infiltrazione.
Per questo motivo, aumentare solo l’infill non basta. In molti casi ha più senso lavorare su più pareti esterne, migliore adesione tra layer, temperatura di stampa adeguata, flusso leggermente più generoso e geometrie semplici. La post-elaborazione diventa poi necessaria quando il pezzo deve resistere a pressione, immersione prolungata o uso funzionale.
Il test con camera in pressione
Per simulare una condizione più severa rispetto al semplice riempimento con acqua, Half-Baked-Research ha usato una camera di prova ricavata da una camera a vuoto Vevor, modificata per reggere circa 1 bar di pressione, pari a circa 103 kPa. La scelta è significativa: 1 bar aggiuntivo corrisponde indicativamente alla pressione esercitata dall’acqua a una profondità di circa dieci metri.
Invece di cercare una piscina profonda o un bacino naturale, il maker ha aumentato la pressione usando aria compressa. I campioni sono stati immersi in acqua all’interno della camera, così da osservare se il trattamento scelto fosse in grado di impedire infiltrazioni o fuoriuscite.
La camera Vevor non è stata usata nella sua configurazione standard. Per trasformarla in un sistema adatto alla prova è servita una modifica meccanica, compresa una piastra superiore metallica lavorata a CNC. Questo dettaglio non è secondario: lavorare con pressione e contenitori modificati richiede attenzione, perché una camera non progettata per quel carico può diventare pericolosa. Per test domestici o da laboratorio leggero è preferibile usare componenti certificati per la pressione prevista e non improvvisare soluzioni oltre i limiti del contenitore.
I metodi messi a confronto
La prova ha preso in considerazione diverse strategie. Alcune puntavano a sigillare l’interno del pezzo, altre l’esterno. Sono stati valutati rivestimenti, riempimenti e soluzioni ibride, comprese alcune idee suggerite dalla community.
Tra i campioni comparivano parti in PETG, un cubo in PETG con una copertura stampata in TPU, una parte colata in PU e campioni con pareti più spesse. La presenza di PETG e TPU non sorprende: il PETG è spesso scelto per oggetti funzionali e contenitori, mentre il TPU viene usato per guarnizioni, coperture elastiche e parti che richiedono buona adesione tra strati. Il poliuretano, invece, offre una strada diversa: non solo rivestire la stampa, ma creare una barriera elastica o una parte colata con comportamento più simile a una gomma tecnica.
Sono stati considerati anche trattamenti più classici, come il rivestimento con resina epossidica. L’epossidica è una delle soluzioni più usate per sigillare stampe FDM perché penetra nei piccoli difetti superficiali e crea una pellicola continua. Se applicata all’interno di un contenitore, può ridurre molto il rischio che l’acqua trovi un percorso attraverso i layer.
Perché il rivestimento interno ha funzionato meglio
Il risultato più interessante è che i sistemi migliori sono stati quelli applicati all’interno del pezzo. In particolare, la resina epossidica interna e due varianti di rivestimento interno in poliuretano hanno dato le prestazioni più convincenti. La resina epossidica è risultata la soluzione più resistente dopo prove ripetute e sollecitazioni meccaniche.
Questo dato ha una logica. Quando un liquido preme dall’interno verso l’esterno, il rivestimento interno viene spinto contro la parete del pezzo. Se l’adesione è buona, la pressione aiuta a mantenere il film aderente alla superficie. Un rivestimento esterno, al contrario, può trovarsi nella condizione opposta: la pressione interna tende a sollevarlo o a spingerlo via dai punti deboli.
Per contenitori, serbatoi e piccoli involucri, quindi, la sigillatura interna è spesso più efficace della verniciatura esterna. Questo non significa che la finitura esterna sia inutile: può proteggere il pezzo da umidità, sporco, raggi UV o abrasione. Però, se l’obiettivo è impedire al fluido contenuto di uscire, il trattamento interno resta la scelta più sensata.
Epossidica: buona tenuta, ma attenzione agli spessori
La resina epossidica è una soluzione molto valida quando serve una barriera rigida, continua e resistente. Può essere applicata a pennello, colata e distribuita all’interno del pezzo, oppure usata con metodi più controllati in ambito professionale.
Il vantaggio principale è la capacità di chiudere pori, microfessure e percorsi capillari lasciati dalla stampa FDM. Un pezzo che perde lentamente può diventare stagno dopo uno o più strati di epossidica applicati nel modo corretto.
Ci sono però alcuni limiti pratici. La resina aggiunge spessore e può modificare le dimensioni interne. In un semplice vaso questo non è un problema, ma in un componente con sedi, filetti, canali, innesti o tolleranze strette può diventare un fattore critico. L’applicazione manuale può creare accumuli negli angoli e zone più sottili sulle superfici verticali. Inoltre, non tutte le epossidiche sono adatte a contatto con alimenti, acqua potabile, alte temperature o agenti chimici. Per impieghi specifici va scelto il prodotto corretto e va rispettata la completa polimerizzazione.
Poliuretano: più elasticità e migliore resistenza agli urti
Il poliuretano ha mostrato un comportamento interessante, soprattutto quando la parte deve assorbire urti o deformazioni. Un rivestimento rigido può creparsi se il pezzo viene colpito o flesso; un materiale più elastico può invece seguire meglio la deformazione e mantenere la tenuta.
Nel test, il PU si è comportato bene, ma con una distinzione importante: è una buona soluzione quando la resistenza agli urti conta più della massima resistenza alla pressione. Per oggetti che devono stare all’aperto, subire manipolazioni frequenti, vibrazioni o colpi leggeri, una barriera in poliuretano può avere senso. Per contenitori sottoposti a pressione più alta, l’epossidica interna resta più convincente.
Il PU può essere utile anche per creare guarnizioni, inserti o rivestimenti morbidi. Tuttavia richiede attenzione nella scelta della durezza, nella compatibilità con il materiale stampato e nel metodo di applicazione. Un rivestimento elastico che non aderisce bene può staccarsi e diventare inutile.
Il ruolo di PETG, TPU e pareti più spesse
Il PETG è spesso considerato una buona base per oggetti esposti all’acqua. Ha una buona adesione tra layer, è meno fragile del PLA e tollera meglio ambienti umidi. Però non basta scegliere PETG per ottenere un contenitore stagno. La qualità della stampa rimane determinante.
Aumentare il numero di perimetri è una delle correzioni più efficaci. Quattro o cinque pareti esterne possono rendere molto più difficile la formazione di un percorso continuo per l’acqua. Anche aumentare i layer di fondo e di chiusura aiuta. Il pezzo non deve essere solo “pieno”: deve avere una pelle continua e ben fusa.
Il TPU ha un altro vantaggio: l’adesione tra strati è spesso molto buona e la flessibilità aiuta nelle guarnizioni. Come copertura esterna o elemento elastico può essere utile, ma non sempre garantisce tenuta sotto pressione. Inoltre, le parti flessibili possono deformarsi quando la pressione aumenta. Per questo, nelle applicazioni subacquee o in contenitori pressurizzati, il TPU va trattato come materiale per guarnizioni e protezioni, non come soluzione universale.
Le impostazioni di stampa contano quanto il trattamento
Prima di passare alla resina, conviene ottimizzare il file e il profilo di stampa. Un trattamento applicato su una stampa piena di difetti può mascherare il problema, ma non sempre lo risolve.
Per aumentare le probabilità di ottenere una parte a tenuta, è utile lavorare su alcuni parametri:
- più perimetri esterni, spesso almeno 4;
- più layer inferiori e superiori;
- temperatura di estrusione sufficiente a migliorare la fusione tra layer;
- flusso calibrato o leggermente aumentato, senza arrivare a sovraestrusione eccessiva;
- velocità più bassa per migliorare la deposizione;
- layer height non troppo alta;
- ugello più grande quando la geometria lo permette;
- riduzione dei punti di cucitura e attenzione alla posizione della Z-seam.
La modalità vaso può essere utile per contenitori aperti e forme semplici, perché elimina la cucitura verticale stampando una parete continua. Non è però adatta a pezzi con coperchi, filetti, inserti, canali interni o geometrie funzionali complesse.
Guarnizioni, O-ring e progettazione del pezzo
Un contenitore impermeabile non dipende solo dalle pareti. Spesso il punto debole è la chiusura. Coperchi, viti, passacavi, pulsanti e aperture aumentano il rischio di perdita. Anche una stampa perfettamente sigillata può fallire se il coperchio non comprime bene una guarnizione.
Per questo, nelle parti funzionali conviene progettare sedi per O-ring o guarnizioni commerciali. Gli O-ring sono più prevedibili di una guarnizione improvvisata stampata in TPU. Le superfici di contatto devono essere ampie, regolari e pensate per comprimere la guarnizione in modo uniforme.
Prusa Research ha più volte sottolineato nei propri contenuti tecnici che le geometrie semplici sono più affidabili quando si parla di contenitori stagni. Ogni apertura è un potenziale punto di ingresso dell’acqua. Questo vale anche per custodie subacquee, luci, sensori e scatole per elettronica da esterno.
Dove si collocano Snapmaker, Stratasys e le soluzioni professionali
Il tema non riguarda solo i maker. Anche aziende come Snapmaker trattano l’impermeabilizzazione FDM nelle proprie guide, insistendo su pareti, temperatura, flusso, materiale e rivestimenti. Il messaggio è chiaro: la tenuta non nasce da un singolo parametro, ma dalla combinazione tra progettazione, stampa e finitura.
Sul versante professionale, Stratasys ha documentato vari metodi di sigillatura per parti FDM, tra cui rivestimenti e infiltrazioni epossidiche. In ambito industriale si possono usare processi più controllati rispetto al semplice pennello: immersione, vuoto, cicli di cura e resine specifiche. Queste tecniche permettono di migliorare la tenuta ad aria e acqua, ma richiedono attrezzature, materiali e procedure più costose.
La differenza tra laboratorio e uso domestico sta soprattutto nella ripetibilità. Un maker può ottenere ottimi risultati su un singolo pezzo, ma un processo industriale deve garantire la stessa tenuta su serie di parti, con tolleranze e controlli più rigorosi.
Quale metodo scegliere
Non esiste una sola risposta valida per tutti i casi. La scelta dipende da pressione, durata del contatto con acqua, geometria, urti, temperatura e necessità di mantenere le dimensioni.
Per un vaso, una fioriera o un contenitore decorativo può bastare una stampa ben calibrata con più pareti e un rivestimento interno leggero. Per una scatola da esterno destinata a proteggere elettronica, conviene aggiungere guarnizioni, O-ring, viti correttamente distribuite e un trattamento interno. Per un serbatoio o una parte sottoposta a pressione, la resina epossidica interna resta una delle soluzioni più credibili, ma va testata con attenzione. Per parti soggette a urti, vibrazioni o flessioni, il poliuretano può offrire vantaggi rispetto a una barriera troppo rigida.
La lezione più utile del test è che l’impermeabilità non va data per scontata. Una stampa FDM può diventare stagna, ma serve un approccio completo. Materiale, parametri di slicing, progettazione, sigillatura e prova finale devono lavorare insieme.
Testare sempre prima dell’uso reale
Prima di inserire elettronica, liquidi costosi o componenti sensibili, ogni pezzo deve essere provato. Il test più semplice consiste nel riempire il contenitore e appoggiarlo su carta assorbente. Se la carta si bagna, anche poco, la parte non è pronta.
Per applicazioni più serie serve una prova in pressione. L’acqua è preferibile all’aria per molti test, perché riduce i rischi rispetto a un volume d’aria compresso. In ogni caso, contenitori pressurizzati e camere modificate richiedono prudenza. Un test non deve diventare più pericoloso dell’oggetto da verificare.
La stampa 3D FDM può produrre parti funzionali capaci di gestire acqua e umidità, ma non basta stampare “più pieno”. L’esperimento di Half-Baked-Research conferma un principio pratico: quando la tenuta conta davvero, il rivestimento interno con resina epossidica o poliuretano è spesso più efficace della sola ottimizzazione del profilo di stampa. La scelta finale dipende dal pezzo, dall’uso e dal livello di rischio accettabile.