La produzione di filamenti compositi per stampa 3D FDM è un tema sempre più rilevante per laboratori, università, service e piccole realtà manifatturiere che vogliono controllare direttamente le proprietà dei materiali. Un gruppo di ricercatori della Khmelnytskyi National University e della Silesian University of Technology ha analizzato la progettazione di un estrusore monovite pensato per produrre filamento in ABS rinforzato con fibre corte di carbonio e Kevlar.
Il lavoro porta l’attenzione su un aspetto meno visibile della stampa 3D: non la stampante, non il pezzo finito, ma il filamento. Per ottenere componenti FDM più rigidi, più resistenti agli urti o più adatti a impieghi tecnici, non basta cambiare i parametri di stampa. Serve un materiale di partenza stabile, omogeneo, con diametro controllato e con le fibre distribuite in modo coerente nella matrice polimerica.
Nel caso dei compositi caricati con fibre, questa fase è tutt’altro che banale. Il filamento deve essere abbastanza uniforme da passare in un hotend FDM senza intasamenti, ma anche abbastanza ricco di rinforzi da migliorare davvero le proprietà meccaniche. La ricerca si colloca proprio in questo spazio: come progettare un estrusore relativamente semplice, basato su una vite singola, ma adatto a una miscela più difficile dell’ABS puro.
Perché ABS, carbonio e Kevlar insieme
L’ABS è un materiale noto nella stampa 3D FDM. Offre buona resistenza all’urto, discreta stabilità termica e una lunga storia d’uso in ambito tecnico. Ha però limiti ben conosciuti: può deformarsi durante la stampa, non ha la rigidità dei materiali caricati e, in alcune applicazioni strutturali, non raggiunge le prestazioni richieste.
L’aggiunta di fibre corte di carbonio serve soprattutto ad aumentare rigidezza e modulo elastico. In termini pratici, un componente stampato con un ABS caricato carbonio può risultare più stabile, meno flessibile e più adatto a supporti, staffe, dime, involucri e parti funzionali. La fibra di carbonio però tende anche a rendere il materiale più abrasivo e, se non gestita bene, può ridurre la duttilità.
Il Kevlar, nome commerciale legato alla famiglia delle fibre aramidiche sviluppate da DuPont, introduce un contributo diverso. Le fibre aramidiche sono note per tenacità, resistenza agli urti e capacità di assorbire energia. In una matrice ABS, la loro funzione può essere quella di limitare la propagazione delle cricche e migliorare la risposta del materiale a carichi dinamici o impatti.
La combinazione carbonio-Kevlar è interessante perché cerca un equilibrio. Il carbonio lavora sulla rigidezza; il Kevlar contribuisce alla resistenza all’urto e alla tenacità. Non è una miscela “magica” e non elimina i limiti tipici della stampa FDM, ma può offrire una base più tecnica rispetto all’ABS standard.
Non è un nuovo filamento commerciale, ma uno studio di processo
È importante chiarire subito un punto: non siamo davanti al lancio di una nuova bobina già pronta per il mercato. Il lavoro pubblicato analizza le caratteristiche costruttive di un estrusore monovite per fabbricare filamento composito. Il valore sta quindi nel processo e nella progettazione dell’impianto, non in un prodotto acquistabile.
Questo dettaglio è importante per chi segue la stampa 3D professionale. Molte notizie sui materiali si concentrano sul filamento finito: marca, prezzo, diametro, colore, temperatura di stampa. Qui invece si guarda a monte, alla macchina che dovrebbe produrre il filamento. È una prospettiva utile per università, laboratori di ricerca, maker evoluti e piccole aziende che vogliono sperimentare formulazioni proprie senza affidarsi sempre a fornitori esterni.
Il vantaggio di una produzione interna può essere evidente: più libertà nella scelta della percentuale di fibra, possibilità di provare miscele diverse, riduzione dei costi per piccoli lotti e maggiore controllo sui test. Il rovescio della medaglia è altrettanto chiaro: produrre un filamento affidabile richiede competenze, controllo qualità e un impianto progettato con attenzione.
La sfida principale: ottenere un filamento costante
Chi usa stampanti FDM sa quanto sia importante il diametro del filamento. Una bobina nominalmente da 1,75 mm deve restare dentro tolleranze strette, altrimenti la portata dell’estrusore cambia, le pareti risultano irregolari, gli strati possono non legarsi bene e aumentano i rischi di sottoestrusione o sovraestrusione.
Nel caso di un materiale composito la difficoltà aumenta. Le fibre possono aggregarsi, orientarsi male, creare accumuli, modificare la viscosità della massa fusa e causare variazioni nel flusso. Se il materiale non è ben miscelato, si rischia di avere tratti di filamento più ricchi di fibre e altri più poveri, con proprietà meccaniche non ripetibili.
La ricerca indica come obiettivo la produzione di filamento da 1,75 mm con tolleranza di circa ±0,05 mm. Per arrivarci, l’estrusore deve controllare alimentazione, fusione, pressione, raffreddamento, trazione e avvolgimento. La vite non è quindi l’unico elemento importante: tutto il sistema deve lavorare in modo coordinato.
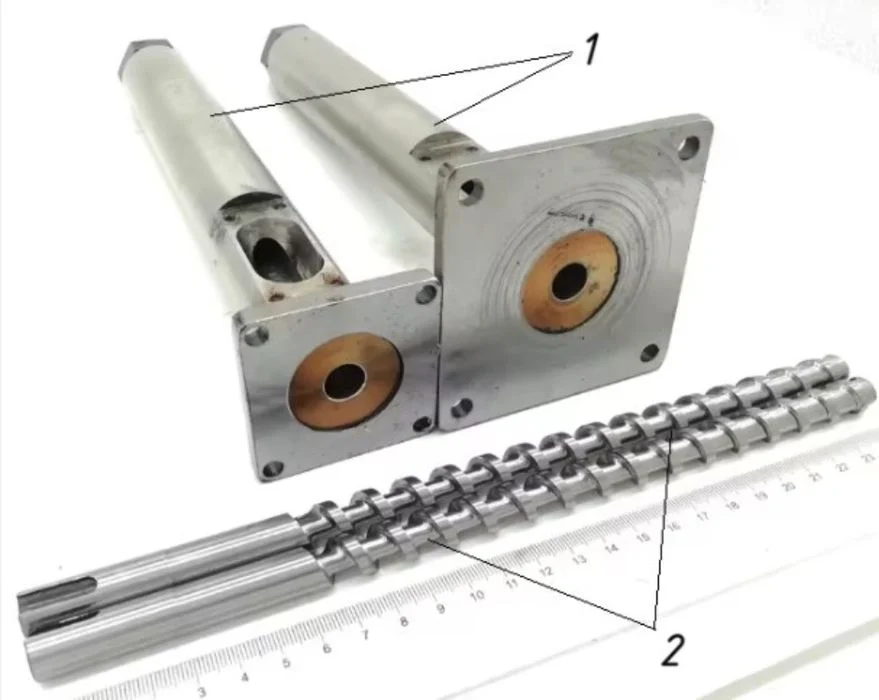
Com’è pensato l’estrusore monovite
L’estrusore descritto nello studio segue la logica classica della vite divisa in tre zone: alimentazione, compressione e dosaggio. Questa architettura è comune nell’estrusione dei polimeri, ma nel caso di ABS con fibre di carbonio e Kevlar ogni zona deve essere progettata tenendo conto di abrasione, viscosità, compattazione e stabilità termica.
Nella zona di alimentazione, i granuli di ABS e le fibre entrano dalla tramoggia. Qui il materiale è ancora solido e deve avanzare in modo regolare. Il problema è che le fibre di Kevlar, essendo leggere e comprimibili, possono creare difficoltà di dosaggio. Le fibre di carbonio, invece, aggiungono abrasività e possono contribuire all’usura dei componenti. Per questo lo studio suggerisce sistemi di alimentazione gravimetrica e, dove utile, un alimentatore vibrante per stabilizzare l’ingresso della miscela.
Nella zona di compressione il materiale inizia a fondere e il volume disponibile nel canale della vite diminuisce. Questo crea pressione e favorisce la trasformazione dell’ABS in massa viscosa. Qui bisogna evitare due errori opposti: scaldare troppo, degradando il polimero, oppure scaldare troppo poco, lasciando particelle non fuse e generando irregolarità nel filamento.
Nella zona di dosaggio il materiale deve arrivare omogeneo, con temperatura e viscosità più stabili. È la parte che precede la filiera e ha il compito di rendere il flusso più regolare possibile. Se questa zona non lavora bene, la testa di estrusione riceve una portata instabile e il diametro del filamento oscilla.
Il rapporto L/D e il compromesso tra miscelazione e semplicità
Uno dei parametri discussi è il rapporto L/D, cioè il rapporto tra lunghezza della vite e diametro. Un valore più alto offre più tempo per fondere, miscelare e omogeneizzare il materiale. Lo studio indica intervalli attorno a 20:1–30:1, con valori tipici vicino a 24:1 per l’ABS e per alcune formulazioni rinforzate.
Questo parametro è importante perché un estrusore troppo corto può non miscelare bene le fibre, mentre uno troppo aggressivo può danneggiarle, accorciarle troppo o aumentare l’usura. In un composito a fibre corte, la lunghezza e la distribuzione delle fibre contano: se le fibre vengono spezzate eccessivamente, il rinforzo perde efficacia; se non vengono disperse, il filamento diventa irregolare.
La scelta della monovite è quindi un compromesso. Un estrusore bivite offre in genere migliore miscelazione e controllo nella compoundazione di materiali complessi, ma costa di più ed è più complesso. La monovite è più semplice, più economica e più accessibile per contesti di laboratorio o piccola produzione, ma richiede una progettazione attenta per non trasformarsi in una macchina instabile.
Abrasione: il vero problema delle fibre di carbonio
Le fibre di carbonio sono utili per aumentare la rigidezza, ma sono abrasive. Questo vale sia nella produzione del filamento sia nella stampa del pezzo. Un estrusore che lavora ABS caricato carbonio deve considerare l’usura di vite, cilindro e filiera. Se i componenti non sono protetti, il gioco tra vite e cilindro aumenta, la pressione cala e la qualità del filamento peggiora.
Il paper cita rivestimenti e materiali resistenti all’usura, come superfici nitrurate o rivestimenti duri. Il punto non è solo allungare la vita della macchina, ma mantenere stabile il processo. In un estrusore, anche piccole variazioni dimensionali possono cambiare la portata e la pressione del fuso.
Lo stesso ragionamento vale poi sulla stampante 3D. Chi usa filamenti caricati con carbonio sa che gli ugelli in ottone si consumano più rapidamente. Per materiali compositi sono preferibili ugelli in acciaio temprato, rubino, carburo di tungsteno o altre soluzioni resistenti all’abrasione. Un filamento ABS carbonio-Kevlar, se prodotto bene, può avere senso per parti tecniche, ma richiede hardware adeguato anche in fase di stampa.
Il Kevlar migliora la tenacità, ma complica l’alimentazione
Il Kevlar introduce un’altra serie di problemi. Le fibre aramidiche tendono a comportarsi in modo diverso dal carbonio: sono meno abrasive, ma possono essere più difficili da tagliare, dosare e distribuire. Possono anche creare fenomeni di compattazione nella tramoggia o ostacolare un’alimentazione regolare se la miscela non è preparata con attenzione.
Nello studio, per i compositi ABS con carbonio e Kevlar viene proposto un rapporto di compressione intermedio, pensato per bilanciare abrasività, comprimibilità e qualità della fusione. La logica è semplice: non si può trattare una miscela ibrida come ABS puro. Il materiale non scorre nello stesso modo, non si compatta nello stesso modo e non risponde allo stesso modo al calore.
Questo è uno dei punti più utili della ricerca. Spesso, quando si parla di filamenti compositi, ci si concentra solo sulle proprietà del pezzo stampato. In realtà, la qualità nasce prima: dal modo in cui le fibre entrano nella matrice e dal modo in cui il filamento viene formato.
Temperature: abbastanza calore, ma senza degradare l’ABS
L’ABS non ama gli eccessi termici. Lo studio indica un profilo di temperatura progressivo: zona di alimentazione attorno a 210–220 °C, zona di compressione tra 225 e 240 °C, zona di dosaggio tra 240 e 250 °C. L’obiettivo è ammorbidire, fondere e stabilizzare il materiale senza portarlo a condizioni che possano degradare le catene polimeriche.
In un estrusore a vite, una parte importante del calore non arriva solo dalle resistenze elettriche. È generata dallo sforzo di taglio all’interno del materiale. La massa polimerica si scalda perché viene compressa, trascinata e fatta scorrere lungo la vite e il cilindro. Per questo il controllo della temperatura non si limita a impostare tre valori sul pannello: bisogna osservare pressione, colore del fuso, stabilità del diametro e comportamento della miscela.
La presenza delle fibre cambia anche la reologia del materiale. Una miscela più viscosa o mal distribuita può richiedere più pressione, aumentare lo sforzo sulla vite e rendere più difficile mantenere costante il diametro in uscita.
Pre-essiccazione e umidità
Lo studio cita la pre-essiccazione dell’ABS per quattro ore a 80 °C. È un dettaglio pratico ma importante. L’umidità può creare bolle, striature, porosità e difetti superficiali nel filamento. In fase di stampa, questi difetti possono tradursi in estrusione irregolare, riduzione dell’adesione tra strati e peggioramento delle proprietà meccaniche.
Nel caso di una miscela composita, l’umidità è ancora più fastidiosa perché può interferire con l’adesione tra fibra e matrice. Se la fibra non viene bagnata bene dal polimero fuso, il rinforzo non lavora in modo efficace. Il composito può sembrare caricato, ma comportarsi in modo poco prevedibile.
La preparazione della materia prima, quindi, è parte integrante del processo. Non basta mescolare granuli e fibre nella tramoggia: bisogna controllare essiccazione, dosaggio, omogeneità e alimentazione.
Raffreddamento, controllo laser e avvolgimento
Dopo la filiera, il materiale caldo deve diventare un filamento stabile. Qui entrano in gioco raffreddamento, trazione e avvolgimento. Lo studio descrive un sistema con raffreddamento, sensore laser del diametro e unità di avvolgimento con controllo della tensione.
Il raffreddamento deve essere abbastanza rapido da stabilizzare il diametro, ma non così brusco da introdurre tensioni o deformazioni. La trazione deve sincronizzarsi con la portata dell’estrusore: se tira troppo, il filamento si assottiglia; se tira poco, il diametro cresce. Il sensore laser permette di misurare il diametro in tempo reale e correggere il processo.
Questa parte è fondamentale per trasformare un esperimento in un filamento utilizzabile. Un composito può avere una formulazione interessante, ma se il diametro non è costante diventa difficile da stampare. La qualità dimensionale è uno dei primi requisiti per passare da una prova di laboratorio a una bobina realmente utile.
Cosa potrebbe permettere un filamento ABS carbonio-Kevlar
Un filamento ABS rinforzato con carbonio e Kevlar potrebbe trovare applicazione in parti funzionali dove servono rigidezza, resistenza all’urto e leggerezza. I ricercatori citano ambiti come robotica, ingegneria meccanica e componenti soggetti a carichi dinamici. Si può pensare a staffe, supporti, involucri tecnici, elementi di presa, piccoli componenti per automazione, parti di droni o attrezzature da officina.
Va però evitata una lettura troppo ottimistica. Un filamento composito non trasforma automaticamente una stampante FDM in una macchina per parti strutturali certificate. Le proprietà finali dipendono da orientamento di stampa, adesione tra strati, percentuale di riempimento, temperatura dell’ugello, camera calda, umidità, diametro, qualità della fibra e post-processing.
La fibra tende inoltre a orientarsi lungo la direzione di estrusione. Questo può essere un vantaggio o un limite, a seconda di come viene progettato il pezzo. Una parte stampata in FDM resta anisotropa: può essere resistente in una direzione e più debole tra gli strati. Per usare davvero questi materiali in applicazioni tecniche serve progettare tenendo conto del processo.
Perché il lavoro è utile per laboratori e piccoli produttori
Il mercato offre già filamenti ABS caricati con carbonio e altri compositi tecnici. Il punto della ricerca non è dire che questi materiali non esistano. Il punto è offrire una base tecnica per chi vuole produrli o studiarli in modo controllato.
Un estrusore monovite ben progettato può essere più accessibile di un impianto bivite industriale. Per un laboratorio universitario o un piccolo centro di sviluppo materiali, questo significa poter realizzare prove su formulazioni diverse senza dover ordinare lotti industriali. Si possono studiare percentuali di fibra, lunghezze, rivestimenti, additivi, temperature e strategie di raffreddamento.
Il limite è la qualità. Per competere con filamenti commerciali seri, la produzione interna deve dimostrare stabilità del diametro, dispersione uniforme, resistenza meccanica ripetibile e assenza di contaminazioni. Senza questi controlli, il risparmio sul materiale rischia di essere annullato da stampe fallite e risultati non ripetibili.
Monovite o bivite: cosa cambia
Nel compounding industriale dei polimeri caricati, gli estrusori bivite sono spesso preferiti perché permettono una miscelazione più intensa e controllata. Possono gestire cariche, additivi e fibre con maggiore flessibilità. Sono però più costosi, più complessi e meno accessibili per un piccolo laboratorio.
La monovite è più semplice. Ha meno parti, costi inferiori e può bastare per produzioni sperimentali o materiali non troppo difficili. Nel caso di ABS con carbonio e Kevlar, la domanda è se una monovite progettata bene possa ottenere una dispersione sufficiente senza danneggiare troppo le fibre. Il paper risponde con un’impostazione progettuale: zone definite, rapporto L/D adeguato, compressione ottimizzata, controllo termico, alimentazione stabile e monitoraggio del diametro.
È una strada pragmatica. Non punta alla massima complessità, ma a una soluzione che possa essere replicata in contesti meno industrializzati.
Il passaggio successivo: servono dati sperimentali più completi
Il lavoro offre indicazioni di progetto e parametri utili, ma per valutare davvero il potenziale del sistema servirebbero prove estese: ore di estrusione continua, misure statistiche del diametro, analisi della distribuzione delle fibre, test di trazione sul filamento, prove di stampa, confronto con ABS puro e con filamenti commerciali caricati.
Sarebbe utile anche misurare l’usura della vite e della filiera dopo molte ore di lavoro. Nei compositi con carbonio, l’usura non è un dettaglio secondario: incide direttamente sulla qualità del processo e sui costi di gestione.
Un altro punto da approfondire è la relazione tra filamento e pezzo stampato. Un buon filamento deve produrre parti migliori, non solo apparire uniforme. Servono quindi prove su campioni stampati con diverse orientazioni, altezze di layer, temperature e strategie di riempimento.
Un tassello nella crescita dei materiali FDM tecnici
La stampa 3D FDM ha raggiunto una diffusione enorme anche grazie alla semplicità dei materiali standard. PLA, PETG, ABS e TPU hanno reso la tecnologia accessibile. Le applicazioni più tecniche, però, richiedono materiali più controllati. I compositi caricati con fibre sono una delle strade più praticate per aumentare le prestazioni senza passare a tecnologie additive più costose.
Il lavoro sull’estrusore monovite per ABS carbonio-Kevlar mostra che la qualità del materiale comincia dalla sua produzione. Se il filamento è instabile, la stampa sarà instabile. Se le fibre non sono disperse, le proprietà saranno irregolari. Se il diametro varia, anche la migliore stampante avrà difficoltà.
Per questo la ricerca è interessante: sposta l’attenzione dalla macchina di stampa alla macchina che produce il filamento. In un settore dove spesso si parla di velocità, firmware e hotend, ricordare l’importanza della materia prima è utile.
L’analisi dell’estrusore monovite per filamento ABS rinforzato con carbonio e Kevlar non annuncia un prodotto pronto per il mercato, ma propone una base tecnica per produrre compositi FDM con proprietà più controllate. Il contributo dei ricercatori della Khmelnytskyi National University e della Silesian University of Technology sta nell’individuare i punti critici del processo: alimentazione delle fibre, usura, profilo termico, rapporto di compressione, raffreddamento e controllo del diametro.
Per chi lavora nella stampa 3D, il messaggio è chiaro: i materiali compositi non sono solo una questione di percentuale di fibra. Sono il risultato di una catena di processo che parte dal granulo, passa dall’estrusore e arriva alla bobina. Solo dopo entra in gioco la stampante.
Un filamento ABS carbonio-Kevlar ben prodotto potrebbe essere utile per componenti rigidi, leggeri e più resistenti agli urti rispetto all’ABS puro. Ma il suo valore dipende dalla capacità di trasformare una formulazione promettente in un materiale ripetibile, stampabile e verificabile. È qui che l’estrusione controllata diventa una parte essenziale della manifattura additiva.