La stampa 3D del magnesio resta uno dei temi più delicati nella manifattura additiva dei metalli. Il materiale è interessante per il suo rapporto tra peso e resistenza, per la bassa densità e per le possibili applicazioni in ambito aerospaziale, automotive, elettronico e biomedicale. Allo stesso tempo, lavorarlo in forma additiva non è semplice: le polveri di magnesio richiedono grande attenzione, i processi a fusione possono introdurre porosità, spruzzi, tensioni residue, cricche a caldo e variazioni microstrutturali lungo l’altezza del componente.
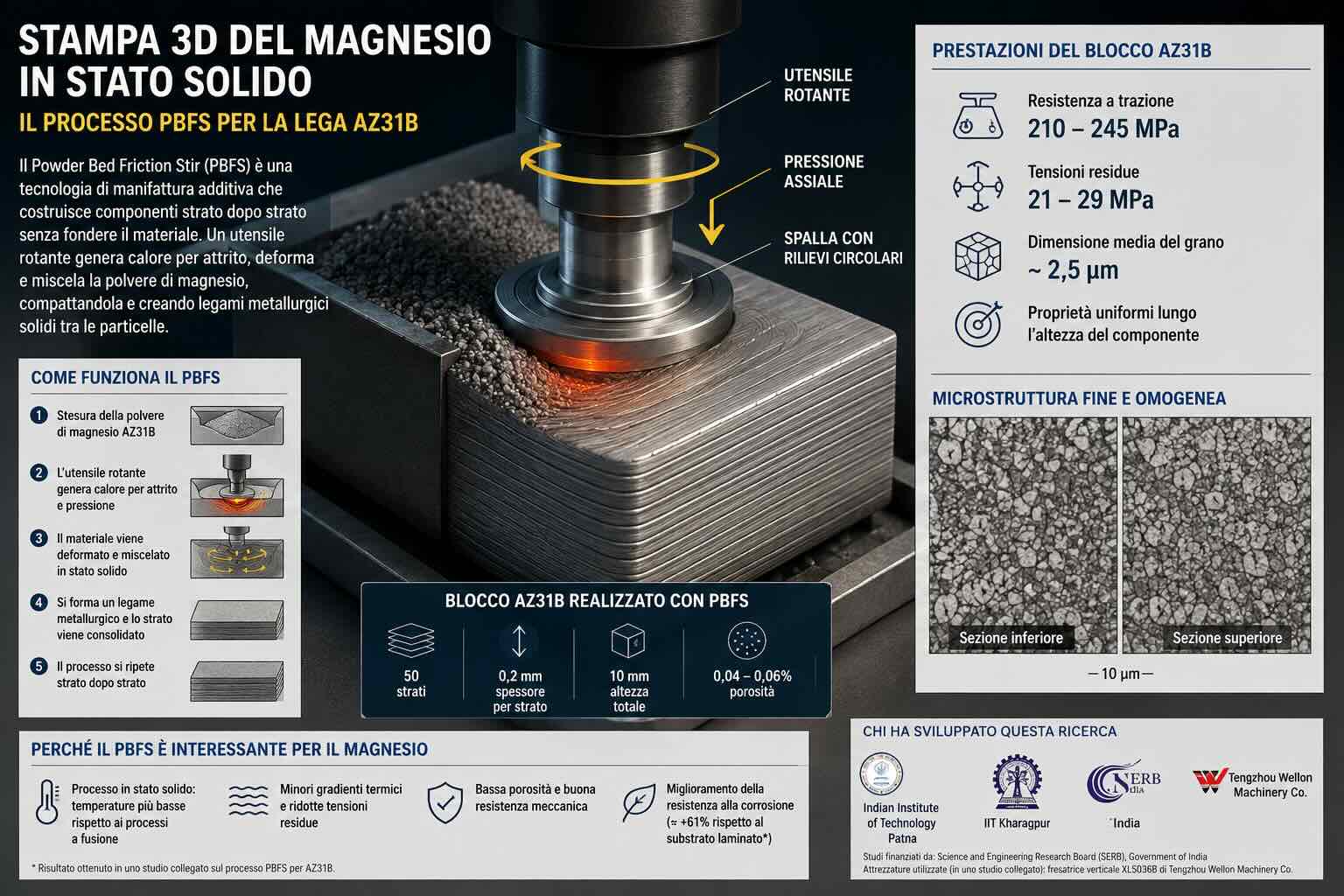
In questo scenario si inserisce il lavoro di un gruppo di ricerca legato all’Indian Institute of Technology Patna e all’IIT Kharagpur, che ha studiato una variante di manifattura additiva in stato solido chiamata Powder Bed Friction Stir, o PBFS. A differenza dei processi laser o ad arco, il PBFS non porta il materiale a fusione. Il principio è più vicino alla famiglia delle tecnologie friction stir: un utensile rotante non consumabile genera calore per attrito e, allo stesso tempo, deforma e mescola meccanicamente il materiale.
Il risultato è un deposito costruito strato dopo strato a partire da un letto di polvere, ma senza passare attraverso la fase liquida. Questo dettaglio è importante perché molte criticità della stampa 3D del magnesio nascono proprio quando il materiale viene fuso e solidificato.
Come funziona il PBFS
Nel Powder Bed Friction Stir la polvere metallica viene contenuta in uno stampo o in una cavità di lavorazione. Sopra il letto di polvere agisce un utensile rotante, progettato per generare calore e movimento plastico. Il calore non fonde il materiale, ma lo ammorbidisce a sufficienza da permettere la compattazione e la saldatura metallurgica tra particelle e strati.
Il processo unisce tre effetti: pressione, attrito e rimescolamento. La pressione aiuta a consolidare la polvere, l’attrito porta il materiale in una condizione più deformabile, il rimescolamento distribuisce il materiale nella zona di lavoro. Per una lega come AZ31B, composta principalmente da magnesio con alluminio e zinco, questo approccio può ridurre alcuni problemi tipici dei processi a fusione.
La lega AZ31B è già nota in campo industriale perché abbina leggerezza, buona lavorabilità e proprietà meccaniche utili per componenti strutturali leggeri. Viene impiegata in lamiere, piastre, barre e applicazioni in cui il peso è un fattore critico. La sfida è trasferire queste qualità in un processo additivo controllabile, ripetibile e capace di produrre pezzi densi.
Il ruolo dell’utensile
Uno degli aspetti più interessanti dello studio riguarda la geometria dell’utensile. Nel PBFS non basta scaldare la polvere: bisogna farla scorrere e mescolarla in modo controllato. Se il materiale non fluisce bene, il deposito può presentare vuoti, zone poco consolidate o discontinuità tra gli strati.
Il team ha confrontato diverse configurazioni della spalla dell’utensile. Una spalla liscia non ha generato un flusso sufficiente del materiale. Le geometrie a spirale, invece, hanno favorito fenomeni di adesione del magnesio all’utensile, con problemi di stabilità del processo. La soluzione più efficace è risultata una spalla con rilievi circolari, con una sporgenza di 0,5 mm.
Questa geometria ha migliorato la miscelazione del materiale sia all’interno del singolo strato sia tra uno strato e l’altro. È un punto tecnico rilevante, perché nella manifattura additiva non conta solo la qualità del materiale in una singola sezione: serve uniformità lungo tutto lo spessore del componente.
Un blocco da 50 strati
Con la configurazione ottimizzata è stato realizzato un deposito in lega AZ31B spesso 10 mm. Il blocco è stato costruito con 50 strati, ciascuno da 0,2 mm. Non si tratta ancora di una dimostrazione industriale su larga scala, ma è un passaggio utile per valutare se il processo può produrre materiale compatto e con proprietà coerenti lungo l’altezza.
I risultati indicano una porosità molto bassa, compresa tra circa 0,04% e 0,06%. Per un processo basato su polvere e senza fusione completa, questo dato è significativo perché suggerisce una buona capacità di consolidamento. La resistenza a trazione è stata misurata tra 210 e 245 MPa a seconda della zona del campione, mentre le tensioni residue sono rimaste in un intervallo tra 21 e 29 MPa.
La microstruttura ha mostrato grani fini, nell’ordine di circa 2,5 micrometri. Questa finezza deriva dalla ricristallizzazione dinamica generata dalla deformazione severa durante il processo. In pratica, l’utensile non si limita a compattare la polvere: modifica anche la struttura interna del materiale, rendendola più fine e più omogenea.
Perché la microstruttura è decisiva
Nel magnesio la microstruttura ha un peso molto forte sulle prestazioni finali. Dimensione dei grani, distribuzione delle seconde fasi, orientamento cristallografico e difetti interni influenzano resistenza meccanica, duttilità, corrosione e comportamento in esercizio.
Nei processi a fusione, il rapido riscaldamento e raffreddamento può creare gradienti termici importanti. Questi gradienti generano differenze tra la parte inferiore, centrale e superiore del componente. Nel PBFS, invece, la lavorazione in stato solido punta a ridurre l’effetto delle trasformazioni solido-liquido e a ottenere una struttura più controllata attraverso deformazione plastica.
Nel caso del deposito AZ31B, le variazioni lungo lo spessore sono risultate contenute. I ricercatori le collegano ai cicli termici attraversati dalle diverse zone del campione durante la costruzione. Gli strati più bassi subiscono più passaggi termomeccanici rispetto agli strati superiori, perché vengono influenzati anche dalle lavorazioni successive. Questo può produrre differenze locali, ma nel campione analizzato il gradiente di proprietà è rimasto limitato.
Tensioni residue più basse rispetto ai processi a fusione
Le tensioni residue sono uno dei temi più importanti nella stampa 3D metallica. Quando un materiale viene fuso e solidificato rapidamente, il raffreddamento non uniforme può generare stress interni. Questi stress possono deformare il pezzo, ridurre la stabilità dimensionale o influenzare il comportamento meccanico.
Il PBFS lavora a temperature inferiori rispetto ai processi a fusione, e questo contribuisce a ridurre i gradienti termici. Nel caso dell’AZ31B studiato, le tensioni residue misurate tra 21 e 29 MPa indicano un livello contenuto. Per componenti strutturali leggeri, questo aspetto è importante perché può semplificare il post-processing e ridurre la necessità di trattamenti termici correttivi.
Non solo resistenza meccanica: il tema della corrosione
Per il magnesio la corrosione è un limite pratico. In ambito biomedicale, per esempio, il magnesio è interessante perché è biodegradabile e ha un modulo elastico più vicino all’osso rispetto a titanio e acciaio. Però una corrosione troppo rapida può compromettere la resistenza prima del completamento del processo di guarigione.
Un lavoro collegato sul PBFS applicato alla lega AZ31B ha messo in evidenza anche un miglioramento della resistenza alla corrosione rispetto a un substrato AZ31B laminato a caldo. La spiegazione è coerente con quanto osservato nella microstruttura: la lavorazione friction stir può affinare i grani e distribuire meglio le particelle secondarie. Una microstruttura più fine e più regolare può aiutare a controllare il comportamento elettrochimico del materiale.
Questo non significa che il problema della corrosione del magnesio sia risolto. Per applicazioni reali serviranno prove più ampie, geometrie più complesse, test in condizioni operative e valutazioni di durata. Tuttavia, il PBFS offre un percorso interessante perché interviene direttamente sulla struttura del materiale durante la fabbricazione, non solo con rivestimenti o trattamenti applicati dopo.
Chi è coinvolto
Il lavoro nasce in ambito accademico. I nomi associati agli studi sul PBFS per AZ31B includono Prabhakar Kr. Singh, Probir Saha, Akash Mukhopadhyay, Anup Kumar Keshri, Dhiraj Kumar e Surjya Kant Pal, con il coinvolgimento dell’Indian Institute of Technology Patna e dell’IIT Kharagpur. Il finanziamento di uno studio collegato è attribuito al Science and Engineering Research Board, Government of India.
Tra le aziende citate nelle informazioni tecniche collegate compare Tengzhou Wellon Machinery Co., indicata come produttore della fresatrice verticale XL5036B utilizzata per realizzare depositi AZ31B in un lavoro sperimentale sul processo PBFS. Non risultano, dalle fonti consultate, aziende industriali direttamente coinvolte nello sviluppo commerciale della tecnologia per questi campioni specifici.
Dove può arrivare questa tecnologia
Il PBFS non va letto come un sostituto immediato del laser powder bed fusion o della deposizione ad arco. È una strada diversa, con punti di forza e limiti propri. La sua forza è lavorare senza fusione, riducendo alcuni problemi legati al magnesio: ossidazione, instabilità della polvere, spruzzi, cricche a caldo e tensioni termiche elevate.
Resta da capire quanto il processo possa crescere in termini di libertà geometrica, produttività, controllo dimensionale e ripetibilità. Un conto è produrre un deposito compatto in laboratorio, un altro è realizzare componenti complessi con tolleranze strette e prestazioni certificate. Inoltre, la gestione delle polveri di magnesio richiede comunque procedure di sicurezza rigorose.
Il valore del lavoro sta nel mostrare che la lega AZ31B può essere consolidata in modo efficace tramite un processo additivo in stato solido. La porosità molto bassa, le tensioni residue contenute e la microstruttura fine rendono il PBFS una tecnologia da seguire, soprattutto per applicazioni dove il peso è determinante e dove la fusione del magnesio crea più problemi che vantaggi.
Per la stampa 3D dei metalli leggeri, il messaggio è chiaro: non tutte le strade passano dal laser. Nel caso del magnesio, deformare e mescolare il materiale in stato solido può essere una soluzione più adatta per ottenere depositi densi, stabili e con proprietà meccaniche competitive.