La stampa 3D a resina viene spesso associata a processi strato per strato: una superficie viene esposta alla luce, uno strato solidifica, la macchina si muove e il ciclo riparte. È un metodo preciso, ma la velocità resta legata alla sequenza di esposizioni e movimenti meccanici. La stampa 3D volumetrica prova a cambiare impostazione: invece di costruire l’oggetto per piani successivi, cerca di solidificare l’intera geometria dentro un volume di materiale fotosensibile.
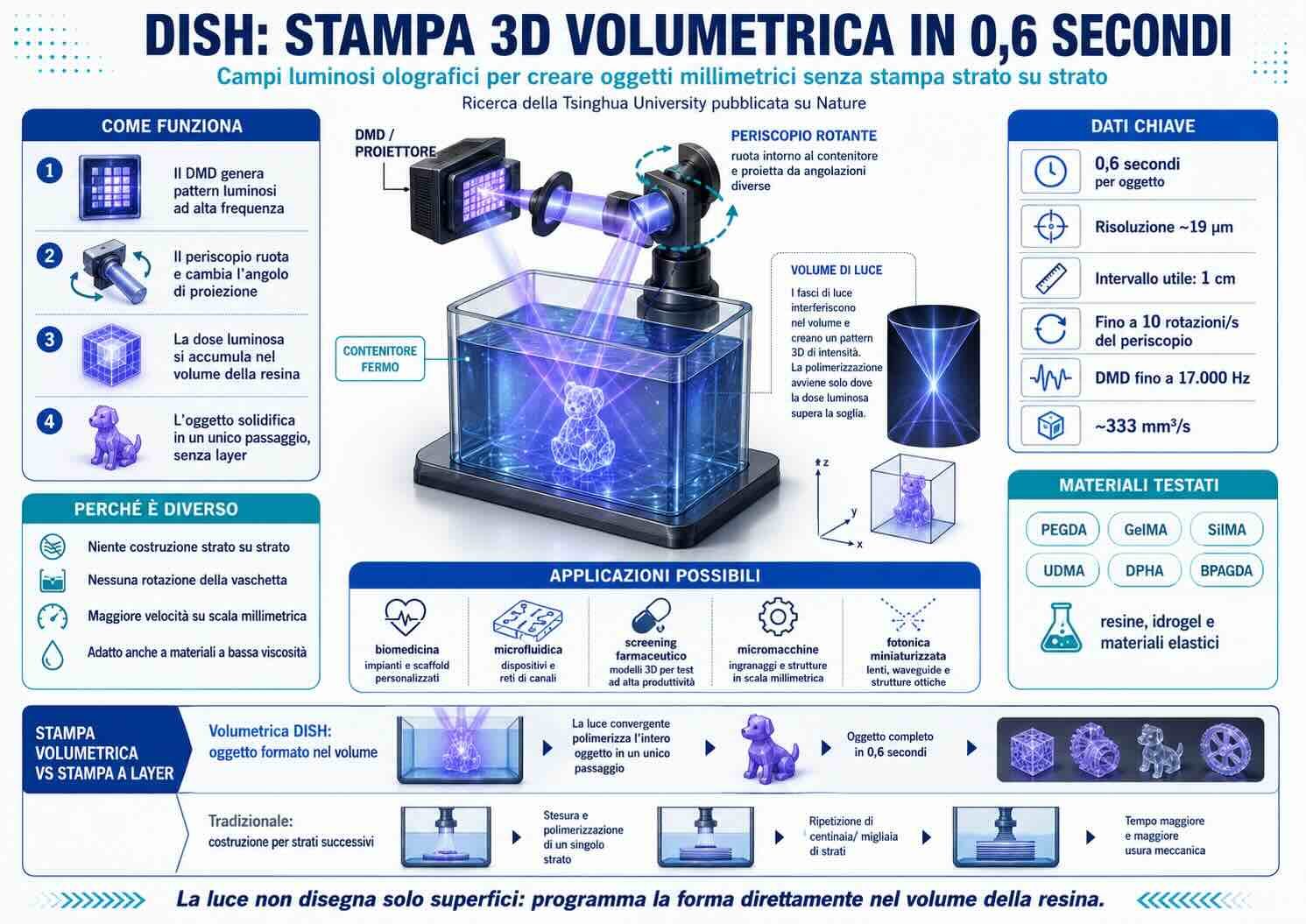
Un gruppo di ricerca della Tsinghua University ha sviluppato un metodo chiamato DISH, acronimo di Digital Incoherent Synthesis of Holographic light fields, che usa proiezioni luminose ottimizzate in modo olografico per creare oggetti polimerici millimetrici in tempi inferiori al secondo. Il lavoro è stato pubblicato su Nature con il titolo “Sub-second volumetric 3D printing by synthesis of holographic light fields” l’11 febbraio 2026. Tra gli autori compaiono Xukang Wang, Yuanzhu Ma, Yihan Niu, Lu Fang, Jiamin Wu e Qionghai Dai.
Che cosa cambia rispetto alla stampa 3D a strati
Nei processi come SLA e DLP, la luce polimerizza una sezione alla volta. Anche quando la proiezione è rapida, l’oggetto richiede una sequenza di strati e quindi tempi legati a spessore layer, sollevamento, rinnovo della resina e stabilità del processo.
La stampa 3D volumetrica lavora in modo diverso. Una serie di pattern luminosi viene proiettata nel materiale da più angolazioni, accumulando dose luminosa solo nelle zone che devono solidificare. Quando la dose supera una certa soglia, il materiale polimerizza e l’oggetto emerge come volume tridimensionale, senza supporti e senza una costruzione layer-by-layer. Le tecniche di tipo Computed Axial Lithography, o CAL, seguono questa logica, ma spesso richiedono la rotazione del contenitore o del campione per distribuire la luce da più direzioni.
Il limite è proprio questo: ruotare il campione introduce vibrazioni, problemi di allineamento, limiti di velocità e difficoltà quando si vuole stampare direttamente dentro un ambiente specifico, per esempio un canale fluidico o un supporto biologico. DISH evita la rotazione della resina: il contenitore resta fermo, mentre viene ruotato il percorso ottico della proiezione.
Il ruolo del periscopio rotante
Il cuore del sistema è un periscopio rotante posto davanti all’obiettivo. Questo elemento cambia la direzione dei fasci luminosi e permette di proiettare pattern da più angolazioni in modo continuo. La ricerca indica velocità fino a 10 rotazioni al secondo per il periscopio, mentre un digital micromirror device, o DMD, genera pattern binari fino a 17.000 Hz. In pratica, il sistema non aspetta che un pezzo meccanico sposti il campione: sposta la direzione della luce.
Questo dettaglio è importante perché la velocità della stampa volumetrica dipende dal numero di angoli proiettati e dalla precisione con cui la dose luminosa viene distribuita nello spazio. Meno angoli o pattern meno accurati portano a errori, zone sfocate o parti non completamente definite. DISH combina molte proiezioni rapide con un calcolo olografico del campo luminoso, cercando di mantenere la qualità anche lontano dal piano focale naturale dell’obiettivo.
Perché servono campi luminosi olografici
A prima vista si potrebbe pensare che basti proiettare immagini 2D molto veloci dentro una resina. In realtà, quando si cerca risoluzione elevata su un volume di diversi millimetri, la luce non si comporta come un raggio ideale. Diffrazione, rifrazione e defocus iniziano a contare. Un obiettivo con apertura numerica 0,055 a 405 nm ha una profondità di campo nativa intorno a 0,4 mm, mentre il sistema DISH mira a mantenere il controllo della luce su circa 1 cm.
Per superare questo limite, il gruppo di Tsinghua usa una sorgente laser coerente a 405 nm e calcola i pattern con un modello di propagazione basato sull’ottica ondulatoria. Questo permette di ottimizzare il campo luminoso in 3D e non solo l’immagine 2D proiettata. La ricerca parla di un algoritmo iterativo “coarse-to-fine”, cioè una procedura che prima calcola una distribuzione più grossolana della dose e poi rifinisce i pattern binari da inviare al DMD.
La differenza rispetto a un approccio puramente tomografico è sostanziale. La luce non viene trattata soltanto come un fascio che viaggia in linea retta, ma come un campo che può essere modellato tenendo conto di diffrazione, interfaccia aria-materiale e aberrazioni del sistema ottico. È qui che entra il termine “olografico”: non si sta solo illuminando la resina, si sta progettando la distribuzione spaziale della luce che deve generare la forma.
I numeri principali: 0,6 secondi, 19 micrometri e 1 cm
Il dato che colpisce di più è il tempo: il sistema ha prodotto strutture millimetriche in 0,6 secondi. Ma il tempo da solo direbbe poco se la risoluzione fosse bassa. Il lavoro riporta una risoluzione di stampa stabile intorno a 19 micrometri su un intervallo di 1 cm, con caratteristiche positive indipendenti fino a circa 12 micrometri.
Secondo i calcoli riportati nello studio e ripresi nella descrizione tecnica, la velocità volumetrica può arrivare a circa 333 mm³/s, con un tasso di stampa di 1,25 × 10⁸ voxel al secondo usando voxel da 11 × 11 × 22 micrometri. Questi valori riguardano il sistema sperimentale e le condizioni dimostrate, non una macchina commerciale pronta per ogni materiale.
La parte interessante è l’equilibrio tra velocità e precisione. Molti processi possono essere veloci se si accetta una bassa risoluzione, oppure molto precisi se si accetta una produzione lenta. DISH cerca di ridurre questo compromesso, almeno su oggetti di scala millimetrica e con materiali fotopolimerizzabili.
Materiali testati: acrilati, idrogel e resine elastiche
Il metodo è stato dimostrato con diversi materiali fotopolimerizzabili. Tra quelli citati ci sono PEGDA, DPHA, BPAGDA, GelMA, SilMA e UDMA. Le prove includono materiali rigidi, idrogel e parti elastiche, con viscosità che vanno da soluzioni PEGDA a bassa viscosità fino a resine acrilate più viscose.
Questo punto conta perché uno dei limiti della stampa volumetrica tradizionale è la necessità di usare materiali molto viscosi. Se il processo dura decine di secondi, il pezzo che sta solidificando può muoversi, affondare o deformarsi prima che la struttura sia completa. DISH, lavorando in frazioni di secondo, riduce questo problema e permette di usare anche materiali più fluidi, con viscosità riportata fino a 4,7 cP nel caso di una soluzione PEGDA acquosa.
La possibilità di stampare in materiali a bassa viscosità è importante per applicazioni biologiche, microfluidiche e di laboratorio, dove i materiali possono essere simili a soluzioni o gel e non a resine dense da stampa 3D convenzionale.
Produzione continua dentro un canale fluidico
Un’altra parte rilevante dello studio riguarda l’integrazione con un canale fluidico. I ricercatori hanno mostrato un sistema in cui una pompa sposta i pezzi stampati fuori dalla zona di esposizione, rifornisce nuovo materiale e consente di produrre strutture diverse in successione. Ogni campione dimostrativo è stato esposto per 0,6 secondi.
Questo apre una direzione diversa rispetto alla stampa di un singolo pezzo dentro una vasca. In linea di principio, un processo volumetrico così rapido può essere combinato con un flusso continuo di materiale: la luce forma un oggetto, il flusso lo porta via, altro materiale entra nella zona di stampa e il ciclo continua. La pagina del laboratorio di Tsinghua sottolinea proprio questa possibilità, indicando la stampa in canali fluidici come un modo per produrre in sequenza componenti complessi e diversi tra loro.
Non è ancora una linea industriale. Tuttavia, per microcomponenti, modelli biologici e parti di piccole dimensioni, l’idea di una produzione volumetrica continua è più interessante della singola stampa dimostrativa.
Che cosa è stato stampato
Le geometrie usate nei test includono strutture di prova, reticoli, modelli con linee sottili, una stella, una piramide triangolare, una conchiglia, un modello tipo Benchy, tubi elicoidali e tubi biforcati. Alcuni esempi sono pensati per valutare risoluzione e fedeltà, altri per mostrare applicazioni potenziali in microfluidica, tessuti ingegnerizzati o strutture tubolari.
La presenza di tubi biforcati e strutture simili a vasi sanguigni è significativa. Nella biofabbricazione, costruire canali complessi dentro idrogel o materiali biocompatibili è un problema aperto. La stampa volumetrica può essere utile perché evita supporti interni e consente di formare geometrie sospese o cave senza doverle costruire strato dopo strato.
Tsinghua indica tra i possibili ambiti applicativi biomedicina, ingegneria, microtecnologie, screening farmaceutico, micromacchine e fotonica miniaturizzata. Sono direzioni plausibili, ma ancora da validare caso per caso in base al materiale, alla biocompatibilità, alla sterilità e alla ripetibilità del processo.
Perché la calibrazione ottica è decisiva
A velocità così alte, piccoli errori ottici diventano grandi problemi. Se i pattern proiettati da angoli diversi non si sovrappongono nel punto giusto, la dose luminosa si distribuisce male e la stampa perde definizione. Il gruppo di Tsinghua ha quindi sviluppato una calibrazione basata su ottica adattiva digitale: due telecamere ortogonali osservano la fluorescenza nel materiale e permettono di correggere spostamenti e aberrazioni per ciascun angolo di proiezione.
Lo studio indica che questa calibrazione può essere completata in pochi minuti per un sistema fisso, senza modifiche hardware dopo l’impostazione. È un punto pratico importante, perché una tecnologia di questo tipo non dipende solo dall’algoritmo: dipende dalla stabilità del banco ottico, dall’allineamento, dalla qualità del DMD, dalla sorgente laser e dal comportamento del materiale.
Il confronto con altri lavori sulla stampa volumetrica olografica
DISH si inserisce in un filone di ricerca già attivo. Nel 2025, per esempio, uno studio pubblicato su Nature Communications ha presentato Holographic Tomographic Volumetric Additive Manufacturing, o HoloVAM, un approccio che usa una sorgente olografica per migliorare efficienza e controllo nella stampa volumetrica. Quel lavoro ha mostrato un aumento dell’efficienza luminosa di almeno 20 volte rispetto alla codifica di ampiezza, con oggetti millimetrici e feature negative di circa 31 micrometri in meno di un minuto.
La differenza è che DISH punta a tempi molto più brevi e sostituisce la rotazione del campione con la rotazione del percorso ottico. HoloVAM lavora sulla maggiore efficienza della luce e sul controllo di fase, mentre DISH combina proiezioni multi-angolo rapide, periscopio rotante, DMD ad alta frequenza e ottimizzazione olografica per mantenere la risoluzione su un volume più profondo.
Sono approcci diversi, ma mostrano la stessa tendenza: nella stampa 3D a resina il prossimo salto non riguarda solo chimica e meccanica, ma anche ottica computazionale. La macchina diventa meno un sistema di movimento e più un sistema di generazione controllata della luce.
A cosa potrebbe servire
Le applicazioni più credibili non sono i pezzi grandi o gli oggetti da consumo. DISH lavora su scala millimetrica e con materiali fotopolimerizzabili; quindi il suo campo naturale è quello dei microcomponenti ad alta precisione. La ricerca cita applicazioni possibili in bioprinting ad alta produttività, screening di farmaci, micromacchine e fotonica miniaturizzata.
In ambito biomedicale, la possibilità di stampare rapidamente microstrutture in idrogel potrebbe interessare modelli cellulari, canali per perfusione, strutture simili a piccoli vasi o supporti per colture. In fotonica e micro-ottica, la risoluzione nell’ordine di decine di micrometri può essere utile per componenti miniaturizzati, supporti ottici, microstrutture funzionali e prototipi rapidi.
In ambito industriale, l’integrazione con flussi continui potrebbe avere senso per piccoli componenti personalizzati prodotti in serie variabile: non migliaia di pezzi identici da stampo, ma sequenze di micro-oggetti diversi realizzati senza cambiare attrezzaggio.
I limiti da non ignorare
DISH non sostituisce le stampanti 3D tradizionali. Per ora riguarda oggetti millimetrici, materiali fotopolimerizzabili e un sistema ottico di laboratorio. La qualità dipende dalla risposta della resina alla dose luminosa, dalla diffusione del materiale, dal contrasto tra zone esposte e non esposte, dal rumore speckle e dal cosiddetto problema del “missing cone” dovuto all’illuminazione da un solo lato, che può ridurre la risoluzione assiale rispetto a quella laterale.
Gli stessi autori indicano possibili sviluppi: algoritmi migliori per controllare la dose, DMD con pixel più piccoli o più numerosi, accelerazione GPU, generazione di ologrammi con reti neurali e nuovi design del periscopio. Questi punti mostrano che la piattaforma è ancora in fase di ricerca e che il passaggio verso sistemi commerciali richiederà ingegnerizzazione, robustezza e controllo dei materiali.
C’è anche il tema della scala. Stampare un oggetto millimetrico in 0,6 secondi è un risultato importante, ma non significa stampare componenti centimetrici o decimetrici con la stessa precisione e lo stesso tempo. Aumentare il volume richiede più energia, più controllo ottico, più uniformità del materiale e un contenimento migliore degli errori.
Le organizzazioni coinvolte
Il lavoro è guidato dalla Tsinghua University, in particolare dal laboratorio di imaging e tecnologia intelligente. La pagina del laboratorio indica Qionghai Dai, Jiamin Wu e Lu Fang come autori corrispondenti, con Xukang Wang, Yuanzhu Ma e Yihan Niu come co-primi autori. Il lavoro è stato finanziato dalla National Natural Science Foundation of China, dal Ministry of Science and Technology of China e da altri programmi nazionali di ricerca.
Nell’articolo tecnico vengono citati anche collaboratori collegati a centri di ricerca medica della Zhejiang University. Il contesto è quindi accademico e interdisciplinare: ottica computazionale, controllo, materiali fotopolimerizzabili, progettazione di sistemi e applicazioni biomedicali.
Nel panorama più ampio compaiono anche istituzioni come EPFL, Beihang University e The Hong Kong Polytechnic University, che lavorano su problemi collegati alla stampa volumetrica, come efficienza della proiezione, riduzione del numero di viste e controllo del campo luminoso.
Perché questa ricerca interessa alla manifattura additiva
La stampa 3D viene spesso raccontata come libertà geometrica, ma la libertà geometrica diventa davvero utile quando velocità, risoluzione e materiali stanno insieme. DISH affronta proprio questo equilibrio: forma complessa, produzione in meno di un secondo, risoluzione micrometrica e contenitore fermo.
Il fatto che il contenitore non debba ruotare può rendere il processo più adatto a stampa in situ, produzione in flusso, microfabbricazione e ambienti dove il campione non può essere agitato o mosso. Questo aspetto è particolarmente interessante per idrogel, materiali biologici e microstrutture delicate.
La tecnologia resta lontana dalla stampante da laboratorio pronta all’acquisto. Ma il messaggio per il settore è chiaro: nelle resine e nella microfabbricazione, il controllo della luce sta diventando importante quanto la meccanica della macchina. Se si riesce a generare un volume luminoso sufficientemente preciso, l’oggetto può essere formato quasi tutto insieme.
Un passo verso processi di stampa 3D più ottici che meccanici
DISH non va presentato come una soluzione universale per la stampa 3D. È un metodo sperimentale per produrre oggetti piccoli, ad alta risoluzione, con materiali fotosensibili e un sistema ottico complesso. Il suo valore sta nel mostrare che la stampa volumetrica può avvicinarsi alla produzione sub-secondo senza ruotare il campione e senza rinunciare completamente alla precisione.
Per i settori che lavorano su microfluidica, tessuti ingegnerizzati, fotonica, micromacchine e screening biologico, questa direzione può diventare molto importante. Non perché ogni applicazione userà DISH così com’è, ma perché il principio dimostra che la luce può essere calcolata e sintetizzata in 3D per costruire forme fisiche con tempi molto brevi.
La manifattura additiva, in questo caso, si sposta dal concetto di “macchina che deposita materiale” al concetto di “campo luminoso che programma la materia”. È un cambio di prospettiva tecnico: meno strati, meno movimento, più ottica, più calcolo e più attenzione alla relazione tra materiale e dose luminosa.