Velocità, risonanza e ringing: uno studio collega il movimento delle stampanti 3D FFF alle vibrazioni
La stampa 3D FFF desktop è diventata molto più veloce rispetto a pochi anni fa. Stampanti come quelle di Bambu Lab, Creality, Prusa Research, Voron e molti sistemi basati su Klipper hanno spinto il mercato verso accelerazioni più alte, firmware più intelligenti e funzioni di compensazione delle vibrazioni. Ma la fisica della macchina resta la stessa: quando una massa viene spostata rapidamente da cinghie, pulegge, motori passo-passo e guide lineari, la struttura può entrare in vibrazione.
Il risultato si vede sulle pareti del pezzo: piccole onde dopo gli spigoli, ripetizioni leggere dei contorni, superfici che sembrano avere un’eco del movimento precedente. In ambito stampa 3D questi difetti vengono chiamati ringing, ghosting o, in alcuni casi, associati anche a pattern di vibrazione più fini. La documentazione Prusa descrive il ghosting come una serie di onde dopo uno spigolo marcato del modello, mentre Marlin collega il ringing alla flessione del telaio durante movimenti rapidi e al successivo ritorno elastico della struttura.
La domanda dello studio: quale velocità sta eccitando la macchina?
Un gruppo di ricercatori ha pubblicato sulla rivista Machines lo studio intitolato “A Verifiable Steady-State Frequency–Velocity Mapping for Desktop FDM Printers Based on an Electromechanical Coupling Framework”. Gli autori sono Xinfeng Zou, Haiyan Miao, Baoshan Huang, Zhen Li e Fengshou Gu, con affiliazioni alla University of Huddersfield nel Regno Unito e al Guangdong Mechanical & Electrical Polytechnic in Cina. Il lavoro è stato pubblicato il 2 maggio 2026.
Il punto di partenza è semplice da capire: una stampante FDM desktop non si muove in modo perfettamente continuo. I motori passo-passo ricevono impulsi, trasformano quei comandi in rotazione, e il movimento passa poi attraverso pulegge, cinghie, carrelli e struttura meccanica. A ogni velocità di stampa corrisponde quindi una certa frequenza di comando e di eccitazione del sistema.
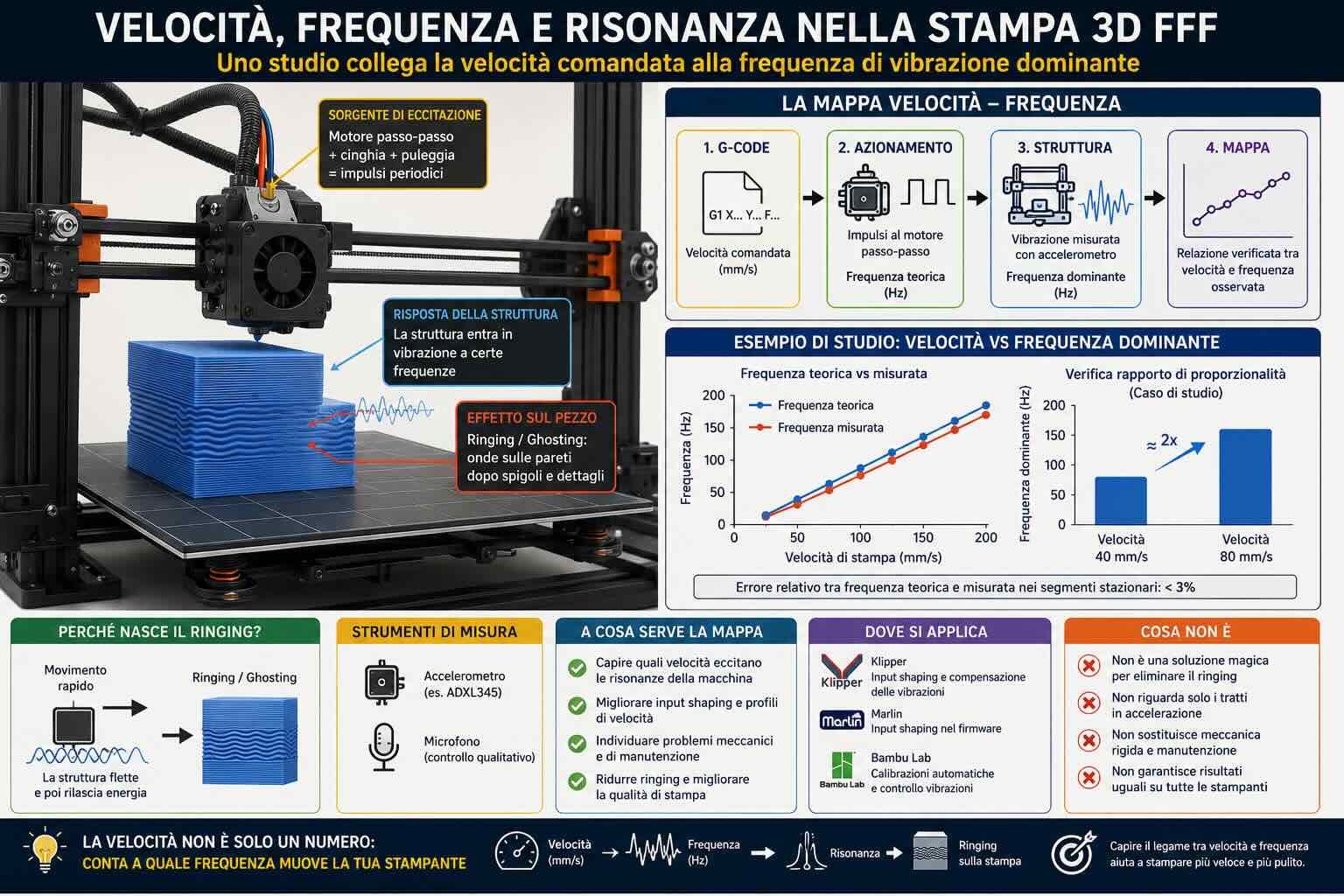
Lo studio prova a collegare in modo verificabile tre elementi: la velocità comandata nel G-code, la frequenza teorica legata all’azionamento e la frequenza dominante misurata nella vibrazione della stampante. Non si limita quindi a chiedere “a quale frequenza vibra questa stampante?”, ma cerca di capire “quale velocità di stampa sta generando quella frequenza”.
Perché questo approccio è utile
Chi usa stampanti 3D veloci conosce già la soluzione più diffusa: l’input shaping. Questa tecnica modifica i comandi di movimento per ridurre l’eccitazione delle risonanze meccaniche. Klipper, ad esempio, supporta accelerometri come ADXL345, MPU-9250, LIS2DW e LIS3DH per misurare le frequenze di risonanza e generare automaticamente parametri di compensazione.
Anche Marlin include funzioni di input shaping e spiega che il problema nasce dal fatto che telai e componenti leggeri possono flettersi e poi rilasciare energia sotto forma di vibrazioni visibili sulla stampa.
Prusa Research usa l’Input Shaper su diverse macchine, tra cui CORE One, MK4S, MK3.9S, MK3.5S, XL e MINI, per ridurre il ghosting applicando filtri ai segnali di movimento.
Bambu Lab, nella propria documentazione, parla di calibrazione automatica per parametri come livellamento, altezza ugello, compensazione delle vibrazioni e rumore motore. Anche in questo caso il tema è sempre lo stesso: rendere la macchina più stabile quando si muove ad alte velocità.
Il metodo studiato dai ricercatori non sostituisce direttamente l’input shaping, ma può diventare un modo per renderlo più comprensibile, tracciabile e forse più rapido da calibrare. Invece di trattare la risonanza come un numero da trovare con una prova separata, si costruisce una mappa che collega velocità e frequenze generate dal sistema di azionamento.
Motori passo-passo, frequenza e movimento
In una stampante FFF desktop classica, il movimento sugli assi X e Y dipende da parametri molto concreti: passi per giro del motore, microstepping, diametro o numero di denti della puleggia, passo della cinghia, cinematica della macchina e valore degli step per millimetro. Quando il firmware comanda una velocità lineare, quella velocità corrisponde a una certa frequenza di impulsi elettrici diretti al motore.
Questa frequenza non resta isolata nell’elettronica. Passa nella meccanica. Il motore genera coppia, la puleggia tira la cinghia, il carrello accelera, la struttura assorbe parte dell’energia e, se una certa frequenza coincide con una modalità propria della macchina, compare una vibrazione più marcata.
È qui che entra il concetto di accoppiamento elettromeccanico. Lo studio non guarda solo alla parte meccanica e non guarda solo al segnale elettrico: collega motore, trasmissione e movimento della macchina in un unico quadro. Gli autori derivano una mappatura tra velocità di stampa in regime stazionario o quasi stazionario e frequenza teorica di azionamento.
Come è stato verificato il metodo
Per la validazione, i ricercatori hanno usato una piattaforma sperimentale FDM desktop. La vibrazione è stata misurata con un accelerometro montato sulla trave dell’asse X vicino al lato motore. È stato registrato anche un canale acustico, ma come controllo qualitativo e non come base principale per calcolare l’errore.
Il confronto principale è stato fatto tra la frequenza teorica prevista dalla mappatura e la frequenza dominante misurata nella vibrazione durante tratti di stampa a velocità costante. Nei segmenti stazionari e nelle direzioni di percorso testate, l’errore relativo è rimasto sotto il 3%.
In un caso di studio aggiuntivo, il G-code è stato modificato per introdurre due segmenti a velocità costante, uno a 40 mm/s e uno a 80 mm/s, nello stesso record continuo. Quando la velocità comandata è raddoppiata, anche la frequenza dominante associata al movimento ha seguito un rapporto proporzionale simile. Questo passaggio è importante perché mostra in modo chiaro il legame tra velocità comandata e frequenza osservata.
Cosa significa per il ringing
Il ringing non nasce da un solo fattore. Può dipendere da accelerazione, jerk, input shaping non calibrato, cinghie troppo tese o troppo lente, masse mobili elevate, telaio poco rigido, pulegge, cuscinetti, guide, tavolo su cui poggia la stampante e perfino accessori aggiunti dall’utente. Il merito dello studio è concentrarsi su un elemento misurabile: la relazione tra velocità e frequenza generata dal sistema di movimento.
Se una certa velocità porta il sistema vicino a una frequenza critica, il pezzo può mostrare difetti anche se la stampante è teoricamente capace di muoversi a quella velocità. In altre parole, non basta dire “questa macchina stampa a 300 mm/s” o “questa macchina accelera a 20.000 mm/s²”. Bisogna capire in quali condizioni quella velocità produce vibrazioni visibili.
Questo spiega anche perché due stampanti con specifiche simili possano comportarsi in modo diverso. Una macchina con cinghie più tese, carrello più leggero o telaio più rigido può avere frequenze di risonanza diverse. Anche la stessa stampante può cambiare comportamento dopo una modifica: nuovo hotend, ventole più pesanti, camera chiusa, guide sostituite, cinghie regolate o piano spostato.
Perché la misura “drive-side” è interessante
Molti utenti osservano la vibrazione dove è più facile vederla: sull’estrusore, sul telaio o direttamente sulla superficie stampata. Lo studio sceglie invece una misura vicino al lato motore dell’asse X. Questa scelta ha senso perché il punto vicino al motore è più direttamente collegato alla sorgente di eccitazione, cioè agli impulsi del sistema di azionamento e alla catena di trasmissione.
La parte acustica, invece, viene trattata con maggiore prudenza. Un microfono è semplice da usare e non richiede contatto con la macchina, ma l’audio può essere influenzato da rumori ambientali, ventole, risonanze del tavolo, altre stampanti e riverberi della stanza. La stessa letteratura sul monitoraggio FDM considera vibrazioni e acustica strumenti utili, ma con limiti diversi. Lo studio evidenzia proprio la necessità di collegare i segnali misurati a una causa fisica tracciabile.
Dove potrebbe entrare nei firmware
La parte più interessante per gli utenti non è il modello matematico in sé, ma la possibile applicazione pratica. Firmware come Klipper e Marlin, oppure firmware proprietari di aziende come Bambu Lab, Creality e Prusa Research, ragionano già in termini di velocità, accelerazione, jerk, pressure advance, input shaping e limiti cinematici.
Una mappa velocità-frequenza potrebbe aiutare in due modi. Il primo è evitare determinate fasce di velocità durante la generazione dei percorsi, quando queste cadono vicino a frequenze problematiche per quella macchina. Il secondo è usare la mappa come supporto alla calibrazione dell’input shaping, riducendo il numero di prove necessarie o rendendo più chiaro il motivo per cui una certa impostazione funziona meglio di un’altra.
Klipper già richiede misurazioni e tuning per l’input shaping, e la documentazione ricorda che la tecnica crea un segnale di comando capace di compensare le vibrazioni, ma richiede misure e regolazione prima dell’uso.
Un metodo che collega direttamente velocità e frequenza potrebbe diventare un test guidato: la stampante esegue un tratto a velocità costante, misura la risposta, identifica le frequenze più sensibili e propone velocità o parametri più adatti.
Applicazioni nelle print farm
In una print farm, il problema non è vincere una gara di velocità. Il problema è produrre pezzi accettabili ogni giorno con poche interruzioni. Una mappatura di questo tipo potrebbe aiutare a identificare macchine fuori tolleranza prima che producano scarti.
Per esempio, una breve sequenza di test a velocità diverse potrebbe mostrare se una stampante vibra più del previsto su un asse. Se una macchina della farm mostra un picco anomalo rispetto alle altre, potrebbe avere una cinghia allentata, una vite lenta, un carrello con gioco, una puleggia difettosa o una modifica non documentata. In questo senso, la mappa velocità-frequenza non serve solo per stampare più pulito, ma anche per fare manutenzione predittiva leggera.
Questo approccio interessa scuole, laboratori, service e aziende che usano più stampanti desktop. In questi contesti, il tempo perso in calibrazioni manuali può essere più costoso della riduzione di qualche punto percentuale nella velocità massima.
Un aiuto anche per i produttori
I produttori di stampanti 3D potrebbero usare una procedura simile in fabbrica. Un test rapido su tratti a velocità costante potrebbe verificare che telaio, cinghie, motori e carrelli si comportino come previsto prima della spedizione. Se il profilo di vibrazione di una macchina è molto diverso da quello atteso, il problema potrebbe emergere in controllo qualità invece che a casa dell’utente.
Per aziende come Creality, Bambu Lab, Anycubic, Elegoo, Prusa Research o produttori di macchine CoreXY e cartesiane desktop, questo tipo di analisi potrebbe diventare una base per profili più affidabili. Non tutte le stampanti devono essere spinte alla stessa velocità su ogni asse e su ogni geometria. Una macchina ben profilata può risultare più utile di una macchina con specifiche aggressive ma qualità instabile.
I limiti dello studio
Il lavoro va letto con attenzione. La mappatura riguarda segmenti a velocità costante o quasi costante. La stampa 3D reale, però, è fatta di partenze, frenate, angoli, curve, riempimenti, variazioni di pressione nell’ugello e cambi continui di direzione. Molti difetti compaiono proprio nei transitori, non nei tratti lunghi e stabili.
Le cinematiche CoreXY e H-Bot introducono un’altra complicazione: il movimento dell’utensile non corrisponde in modo diretto al movimento di un singolo motore, perché due motori lavorano insieme per generare gli spostamenti sugli assi. Anche l’estrusore può contribuire con vibrazioni proprie, soprattutto su sistemi direct drive più pesanti o su flussi di materiale elevati.
Il modello quindi non è una soluzione universale per eliminare ringing e ghosting. È più corretto considerarlo uno strumento di calibrazione e diagnosi. Aiuta a capire meglio cosa accade in condizioni controllate, ma deve essere integrato con input shaping, corretta meccanica, profili slicer realistici e manutenzione della macchina.
Perché non basta abbassare la velocità
La risposta più semplice al ringing è sempre la stessa: rallentare. Ridurre velocità e accelerazione spesso migliora la qualità superficiale. Ma non è sempre la soluzione più efficiente, perché alcune velocità possono essere peggiori di altre proprio per il modo in cui eccitano la struttura.
Una stampante potrebbe vibrare molto a una certa velocità intermedia e comportarsi meglio a una velocità leggermente più bassa o persino più alta, se si sposta fuori da una fascia critica. Questo è il punto pratico della mappa velocità-frequenza: non si tratta solo di “andare piano”, ma di evitare le zone in cui la macchina risponde male.
Per gli slicer, questo apre una possibilità interessante. Invece di usare velocità fisse per pareti, riempimento e top layer, un profilo potrebbe evitare automaticamente alcune bande problematiche. Se una stampante mostra una risposta sfavorevole intorno a un certo intervallo, lo slicer potrebbe scegliere un valore vicino ma meno critico.
Cosa cambia per l’utente comune
Per chi stampa a casa, il messaggio è concreto: il ringing non è un mistero e non è solo colpa del filamento o dello slicer. È il risultato dell’interazione tra elettronica, firmware, meccanica e massa in movimento. Una stampante veloce deve essere calibrata come sistema, non solo “spinta” con numeri più alti.
L’utente può già intervenire su vari punti: verificare tensione delle cinghie, fissaggio del telaio, stabilità del tavolo, peso della testina, lubrificazione, pulegge, cuscinetti e profili di accelerazione. L’input shaping resta uno degli strumenti più efficaci, ma funziona meglio quando la macchina è meccanicamente sana.
La ricerca aggiunge un tassello: la velocità scelta nel G-code non è soltanto una velocità lineare. È anche una frequenza di eccitazione del sistema. Quando quella frequenza incontra una risonanza, la superficie stampata lo mostra.
Una strada verso calibrazioni più leggibili
Nel mondo della stampa 3D desktop, molti utenti applicano preset senza capire davvero cosa stia succedendo. Questo non è per forza un problema: le macchine moderne devono essere facili da usare. Ma per chi gestisce stampanti in modo continuativo, sapere perché un certo profilo funziona può fare la differenza.
Una procedura basata su mappatura velocità-frequenza potrebbe trasformare la calibrazione in qualcosa di più leggibile. La stampante potrebbe dire: “questa fascia di velocità genera un picco di vibrazione sull’asse X”, invece di limitarsi a produrre un grafico difficile da interpretare. Da lì, firmware e slicer potrebbero proporre parametri più adatti.
Il passaggio dalla ricerca al prodotto richiederà tempo. Servono test su più macchine, cinematiche diverse, telai aperti e chiusi, sistemi cartesiani, CoreXY, Bowden, direct drive e piattaforme con masse differenti. Ma il principio è utile perché mette ordine in un problema che molti utenti affrontano per tentativi.
Conclusione: la velocità non è solo un numero
Lo studio pubblicato su Machines mostra che, almeno in segmenti stazionari e nella configurazione testata, è possibile collegare in modo verificabile la velocità comandata a una frequenza di azionamento osservabile nella vibrazione della stampante, con errori inferiori al 3% nei casi analizzati.
Per la stampa 3D desktop, questa è una prospettiva utile. Le macchine continueranno a diventare più veloci, ma la qualità non dipenderà solo da hotend più potenti o accelerazioni più alte. Dipenderà anche dalla capacità di capire quali velocità fanno lavorare bene la struttura e quali, invece, la portano vicino a una risonanza.
Il futuro dell’alta velocità nella FFF non sarà soltanto una gara a chi stampa più in fretta. Sarà una combinazione di meccanica rigida, firmware più attento, sensori, slicer capaci di evitare zone critiche e procedure di calibrazione più semplici. La velocità resta importante, ma conta anche cosa quella velocità fa alla macchina.