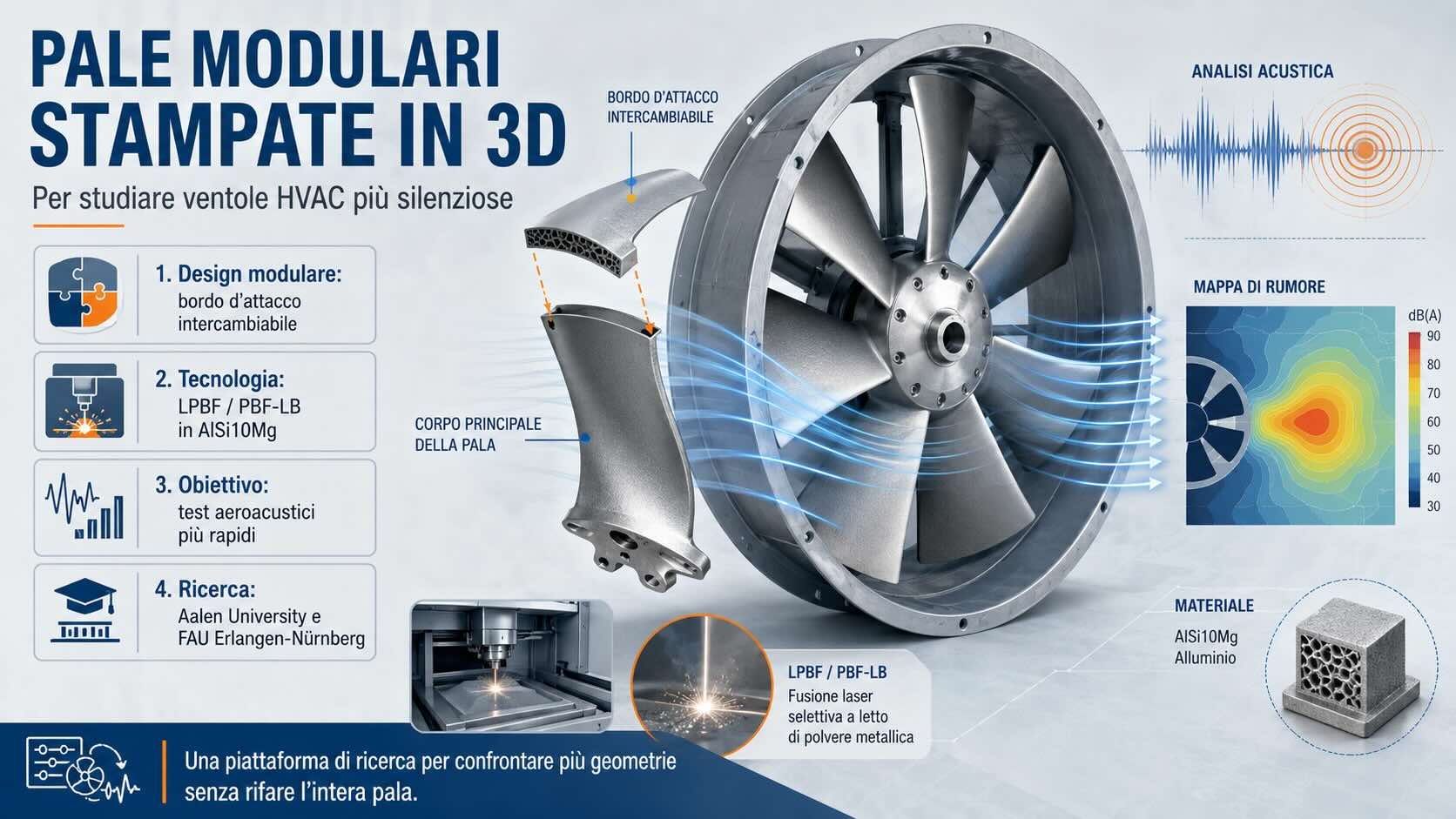
La stampa 3D metallica entra in un ambito meno visibile rispetto ad aerospazio e medicale, ma molto concreto: il rumore generato dalle ventole nei sistemi di riscaldamento, ventilazione e condizionamento, cioè gli impianti HVAC. Un gruppo di ricerca tedesco ha sviluppato pale modulari per ventilatori assiali con bordo d’attacco intercambiabile, prodotte tramite Laser Powder Bed Fusion, indicata nello studio anche come PBF-LB. L’obiettivo è rendere più veloci e meno costose le prove aeroacustiche sulle geometrie che possono ridurre il rumore. Lo studio è stato pubblicato il 12 maggio 2026 su Progress in Additive Manufacturing con il titolo Laser powder bed fusion enabled modular fan blade design for efficient acoustic optimization.
Gli autori sono Garvin Schultheiß e Markus Merkel dell’Institute for Virtual Product Development della Aalen University, insieme a Dominik Grützner, Felix Czwielong e Stefan Becker dell’Institute of Process Machinery and Systems Engineering della University of Erlangen-Nuremberg, nota anche come FAU Erlangen-Nürnberg.
Il problema: ogni modifica alla pala richiede tempo, soldi e nuove prove
Nelle ventole assiali usate in ambito HVAC, il rumore non dipende solo dalla rotazione della pala. Può aumentare molto quando la ventola lavora dietro a ostacoli o componenti che disturbano il flusso d’aria, come scambiatori di calore, griglie, batterie alettate o geometrie interne del sistema. Lo studio sottolinea che l’emissione acustica dei ventilatori in condizioni di flusso disturbato resta un fattore importante per l’accettazione dei sistemi HVAC, soprattutto negli ambienti urbani e negli edifici dove comfort acustico ed efficienza devono convivere.
Una delle strade più studiate per ridurre il rumore è modificare il bordo d’attacco della pala, cioè la zona che incontra per prima il flusso d’aria. Geometrie dentellate, fessure, microstrutture porose o profili ispirati alla natura possono influire sul modo in cui la turbolenza interagisce con la pala. Il problema è pratico: con i metodi convenzionali, ogni variante richiede spesso un set completo di pale, nuove lavorazioni, finitura, montaggio e bilanciamento. Questo rallenta la sperimentazione e aumenta i costi.
Il gruppo tedesco ha affrontato proprio questo collo di bottiglia: invece di rifare tutta la pala per ogni prova, ha progettato una pala divisa in due parti, con un bordo d’attacco sostituibile. In questo modo il corpo principale resta lo stesso, mentre la porzione più interessante per le modifiche acustiche può essere cambiata rapidamente.
Una pala in due parti: base fissa e bordo d’attacco intercambiabile
La ventola di riferimento ha cinque pale, un diametro di 498 mm e usa un profilo NACA 4510. La pala è stata separata a circa un terzo della corda nella zona vicina alla punta, con un taglio a gradino e fissaggio laterale tramite viti svasate. Questa soluzione consente di montare il bordo d’attacco sulla base della pala mantenendo continuità geometrica e riducendo le discontinuità che potrebbero alterare le misure aerodinamiche e acustiche.
Il dettaglio del fissaggio è importante. Le viti sono posizionate sul lato di pressione della pala, perché il lato di aspirazione è più sensibile alla separazione del flusso. Una vite o una piccola irregolarità collocata nel punto sbagliato potrebbe introdurre rumore aggiuntivo e falsare la prova. Il progetto non è quindi una semplice pala “smontabile”, ma un componente pensato per non confondere il risultato sperimentale.
I ricercatori hanno mantenuto integrata nella base anche una striscia esterna di 3 mm nella zona della punta. Questo serve a conservare un gioco di punta costante di 1 mm, evitando che ogni modulo di bordo d’attacco cambi anche la distanza tra pala e condotto. Il gioco di punta incide su rumore e prestazioni, quindi lasciarlo invariato permette di attribuire le differenze acustiche alla geometria del bordo d’attacco e non ad altri effetti.
Perché la stampa 3D metallica è adatta a questo esperimento
Per produrre le parti è stato scelto il processo PBF-LB, cioè fusione laser su letto di polvere metallica. Questa tecnologia permette di realizzare forme complesse, superfici sottili, interfacce precise e geometrie difficili da ottenere con lavorazioni sottrattive tradizionali. Nel caso delle pale modulari, non si tratta solo di stampare una forma curva: bisogna ottenere un’interfaccia a gradino con tolleranze strette, componenti leggeri, fissaggi meccanici e superfici compatibili con prove aerodinamiche.
Il materiale usato è AlSi10Mg, una lega di alluminio indicata nello studio come adatta per il rapporto tra lavorabilità nel processo PBF-LB e resistenza richiesta da componenti rotanti. La polvere, con distribuzione granulometrica tra 20 e 63 micrometri, è fornita da SLM Solutions. Le parti sono state prodotte su una macchina SLM 280HL, sempre di SLM Solutions, con volume di costruzione di 280 × 280 × 280 mm, atmosfera di argon e piattaforma mantenuta a 200 °C.
Nel workflow compare anche Materialise Magics 25.02, usato per generare le strutture di supporto. Questo passaggio è rilevante perché, nelle pale, i supporti devono essere limitati alle zone necessarie: un supporto eccessivo aumenta post-processing, rischio di danneggiare superfici funzionali e tempi di finitura.
Cinquanta bordi d’attacco su una singola piattaforma
Uno dei risultati più interessanti riguarda la produttività del metodo. Una singola piattaforma di stampa può contenere circa 50 componenti di bordo d’attacco, con distanze di 10 mm tra i pezzi. Per contro, sulla stessa macchina entrano quattro basi pala per ciclo di costruzione, quindi servono due build per completare una ventola a cinque pale.
Questa differenza cambia il modo di fare ricerca. Le basi possono essere prodotte una volta, montate sull’hub e mantenute come piattaforma sperimentale. I bordi d’attacco, più piccoli e numerosi, possono essere stampati in serie con geometrie differenti: dentellature, fessure, varianti porose, canali interni o combinazioni di questi elementi. Il laboratorio può quindi provare molte soluzioni senza rifare ogni volta l’intero rotore.
Per contenere i tempi di produzione senza sacrificare la qualità superficiale, i ricercatori hanno usato una strategia a doppia altezza di strato: 30 micrometri nelle regioni di contorno, dove la finitura è più importante, e un’effettiva altezza di 60 micrometri per l’infill, scansionato ogni due strati. L’orientamento delle basi pala è stato impostato intorno a 45 gradi rispetto alla piattaforma per ridurre distorsioni termiche e limitare i supporti.
Tolleranze e interfaccia: il punto decisivo del progetto
Una pala modulare funziona solo se il giunto tra le due parti non introduce disturbi misurabili. Per questo il gruppo ha prodotto piccoli campioni dell’interfaccia e ha testato diversi offset dimensionali. La combinazione scelta prevede 0,10 mm sulla superficie di contatto frontale e 0,15 mm sulle superfici laterali, valori che hanno dato un compromesso tra montaggio, continuità superficiale e gap visibile minimo.
Gli stessi autori precisano che questi valori non vanno copiati automaticamente su altri sistemi. Le tolleranze dipendono dalla macchina, dal materiale, dai parametri di processo e dalla geometria. Il valore dello studio sta anche nel metodo: invece di assumere una tolleranza teorica, il gruppo ha validato il comportamento dell’interfaccia con campioni rappresentativi prima di produrre le pale complete.
Le prove: la pala modulare si comporta come quella monolitica
La domanda fondamentale era semplice: una pala divisa in due parti genera lo stesso comportamento di una pala monolitica? Se la risposta fosse stata negativa, la piattaforma non sarebbe stata utile per studiare il rumore. I ricercatori hanno quindi confrontato la ventola modulare con una ventola di riferimento a geometria identica, prodotta come pezzo unico. Le prove sono state svolte su un banco conforme alla norma DIN 5801, con misure aerodinamiche e acustiche.
Le misure acustiche sono state effettuate in camera anecoica con cinque microfoni a un metro dal centro dell’ingresso della ventola. L’analisi dell’OASPL, cioè il livello complessivo di pressione sonora ponderato A, è stata calcolata tra 100 Hz e 10.000 Hz, con medie temporali di 30 secondi per ogni punto operativo.
I risultati indicano che, nell’intervallo operativo di progetto tra 1,2 e 1,6 m³/s, la differenza nella pressione statica resta sotto 2 Pa, con un massimo di 4 Pa in una zona di carico parziale più instabile. Sul fronte acustico, la differenza tra pala modulare e pala monolitica resta entro ±0,5 dB(A) nel campo di progetto. Lo spettro acustico non mostra l’introduzione di nuove componenti tonali dovute all’interfaccia.
In altre parole, il giunto non sembra “firmare” acusticamente la pala. Per una piattaforma di ricerca è un risultato decisivo, perché consente di cambiare il bordo d’attacco senza dover ricalibrare tutto il sistema come se fosse una ventola diversa.
Che cosa significa per i sistemi HVAC
Il collegamento con l’HVAC è diretto ma va interpretato bene. Lo studio non presenta una ventola commerciale pronta per climatizzatori, pompe di calore o unità di trattamento aria. Presenta una piattaforma per fare ricerca in modo più efficiente sulle geometrie che potrebbero ridurre il rumore. Il passaggio dal laboratorio alla produzione richiederebbe ulteriori verifiche su durata, costi, bilanciamento, sicurezza, certificazioni e compatibilità con processi industriali di grande serie.
Il punto è che la rumorosità delle ventole non è un problema marginale. In molti sistemi HVAC, la ventola lavora vicino a scambiatori di calore o elementi che alterano il flusso. L’interazione tra flusso disturbato e pala può aumentare il rumore percepito. Lo stesso ambito è stato studiato anche in una tesi di Felix Czwielong, pubblicata dalla FAU University Press, che analizza proprio l’interazione aerodinamica e aeroacustica tra scambiatori di calore e ventole assiali a bassa pressione. La descrizione dell’opera evidenzia che uno scambiatore posto sul lato di aspirazione può aumentare l’emissione sonora della ventola rispetto alla ventola isolata.
Questo spiega perché i ricercatori siano interessati a bordi d’attacco modificati. Se il bordo della pala può gestire meglio la turbolenza in ingresso, è possibile ridurre alcune componenti del rumore senza penalizzare troppo la portata o l’efficienza. Il compromesso resta delicato: una geometria può abbassare il rumore ma peggiorare la prestazione aerodinamica. Proprio per questo servono molte prove comparative.
Le ricerche precedenti sui bordi porosi e perforati
Il lavoro non nasce isolato. In precedenza, studi su bordi d’attacco permeabili e perforati avevano già mostrato potenziale nella riduzione del rumore di profili alari e ventole assiali in flusso disturbato. Un articolo pubblicato su AIAA Journal nel 2021 da Christof Ocker, Thomas Geyer, Felix Czwielong, Florian Krömer, Wolfram Pannert, Markus Merkel e Stefan Becker ha analizzato le prestazioni aerodinamiche e acustiche di airfoil e pale con bordi d’attacco permeabili, sempre in condizioni di inflow disturbato.
Altre prove avevano riguardato bordi d’attacco perforati prodotti con stampa 3D metallica e applicati sia a profili alari sia a ventilatori assiali. La scheda FAU CRIS cita il lavoro Experimental Investigation of the Impact of 3D-Metal-Printed Perforated Leading Edges on Airfoil and Axial Fan Noise, presentato all’AIAA AVIATION 2020 Forum.
La novità del lavoro 2026 non è quindi l’idea che un bordo d’attacco modificato possa influire sul rumore. La novità è la costruzione di una piattaforma modulare che permette di provare molte varianti senza produrre un rotore completo per ogni geometria.
Perché non basta stampare una pala intera
A prima vista si potrebbe pensare che la soluzione più semplice sia stampare ogni pala completa in LPBF. Tecnicamente è possibile, ma per una campagna sperimentale non è sempre la scelta più efficiente. Ogni rotore completo richiede materiale, tempo macchina, finitura, controlli, montaggio e bilanciamento. Se l’obiettivo è confrontare decine di bordi d’attacco, la produzione di pale complete diventa un ostacolo.
La modularità cambia il rapporto tra costo dell’esperimento e numero di varianti. Le basi pala restano costanti; i moduli piccoli possono essere prodotti in gruppi numerosi; il montaggio può avvenire senza smontare l’intera ventola dal banco. Secondo gli autori, il fatto di poter sostituire i bordi d’attacco mantenendo la ventola montata migliora l’efficienza della sperimentazione rispetto agli approcci convenzionali.
Questo è un esempio concreto di manifattura additiva usata non tanto per vendere direttamente il componente finale, ma per costruire un sistema di sviluppo più agile. In settori dove la prestazione dipende da molti dettagli geometrici, la stampa 3D può ridurre il costo dell’iterazione e rendere praticabili confronti che altrimenti richiederebbero troppo tempo.
Le aziende e gli strumenti coinvolti
Nel progetto compaiono soprattutto università e strumenti industriali. Le istituzioni principali sono Aalen University e University of Erlangen-Nuremberg / FAU. Dal lato delle tecnologie, lo studio cita SLM Solutions per la macchina SLM 280HL e per la polvere AlSi10Mg, mentre Materialise compare attraverso il software Materialise Magics 25.02 usato per la generazione dei supporti.
Non viene presentato un partner industriale HVAC specifico né un produttore di ventole pronto a commercializzare il progetto. Questo dettaglio è importante: siamo davanti a una piattaforma di ricerca con potenziale applicativo, non a un prodotto di catalogo.
Cosa resta da dimostrare
Il passo successivo indicato dagli autori riguarda l’applicazione di bordi d’attacco con serrations, slots e strutture porose, oltre alla possibilità di estendere la modularità anche al bordo d’uscita della pala. Lo studio ha validato la piattaforma in condizioni di flusso libero, una situazione utile per individuare eventuali rumori prodotti dall’interfaccia. Le prove sotto flusso disturbato saranno fondamentali per valutare l’effettiva utilità del sistema nei casi più vicini agli impianti HVAC reali.
Serviranno anche valutazioni sulla vita a fatica, sul comportamento del fissaggio, sulla ripetibilità dopo molte sostituzioni, sul bilanciamento dopo cicli di montaggio e smontaggio, e sulla convenienza economica rispetto ad altri metodi di prototipazione. In una ventola commerciale, la pala non deve solo funzionare bene in laboratorio: deve durare, essere producibile a costi compatibili, rispettare norme e mantenere prestazioni stabili nel tempo.
Un uso intelligente della stampa 3D nella ricerca acustica
Il valore del progetto sta nell’uso mirato della stampa 3D. Non si stampa in metallo una pala modulare solo perché è possibile farlo; si sfrutta la libertà geometrica del processo LPBF per risolvere un problema sperimentale preciso: testare molte varianti del bordo d’attacco senza rifare ogni volta l’intero rotore.
Per chi si occupa di stampa 3D, questo è un caso interessante perché mostra una direzione diversa dalla classica narrazione del “pezzo finale stampato in 3D”. Qui la manifattura additiva diventa uno strumento per accelerare la ricerca, ridurre i costi di iterazione e ottenere dati più confrontabili. Se la stessa base pala resta invariata e cambia solo il modulo frontale, il ricercatore può isolare meglio l’effetto della singola geometria.
Nel settore HVAC, dove il comfort acustico è sempre più importante ma l’efficienza energetica non può essere sacrificata, strumenti di questo tipo possono aiutare a trovare soluzioni più equilibrate. Il percorso verso prodotti di serie resta da costruire, ma la piattaforma di Aalen University e FAU mostra come la stampa 3D metallica possa contribuire a progettare ventole più silenziose partendo da una ricerca più rapida, più modulare e più controllata.