Il problema non è solo spingere il filamento
Nella stampa 3D FFF, o FDM nel linguaggio più diffuso, l’idea di base sembra semplice: il filamento entra nell’hotend, fonde, passa attraverso l’ugello e viene depositato sul piano. In realtà, tra il movimento dell’estrusore e la quantità di materiale che arriva sul pezzo esiste una dinamica molto più complessa. Il slicer calcola percorsi, velocità, larghezze di estrusione e quantità di materiale, ma spesso parte da una semplificazione: ciò che viene spinto dentro al sistema corrisponde, nello stesso istante, a ciò che esce dall’ugello.
Questa ipotesi funziona abbastanza bene quando la stampa procede a velocità costante e con materiali facili da gestire. Diventa più fragile quando la testina accelera, rallenta, cambia direzione, passa da una linea esterna a un riempimento o lavora con materiali elastici, caricati, abrasivi o con viscosità non lineare. È in quei momenti che compaiono difetti noti a chi usa stampanti a filamento: angoli più gonfi del previsto, tratti sottili dopo un’accelerazione, piccole irregolarità sulle pareti, giunzioni non pulite, zone con sovraestrusione e zone con sottoestrusione.
Un gruppo della Chemnitz University of Technology ha affrontato proprio questo problema: non il controllo generico della stampa, ma il comportamento del flusso estruso durante la deposizione. Il lavoro porta la firma di Björn Kunz, Klaus Mößner e Ralf Werner ed è stato pubblicato su Progress in Additive Manufacturing con il titolo “Measurement, modeling, and control of extrusion dynamics in FFF 3D printing”.
Una stampante FFF come banco di misura
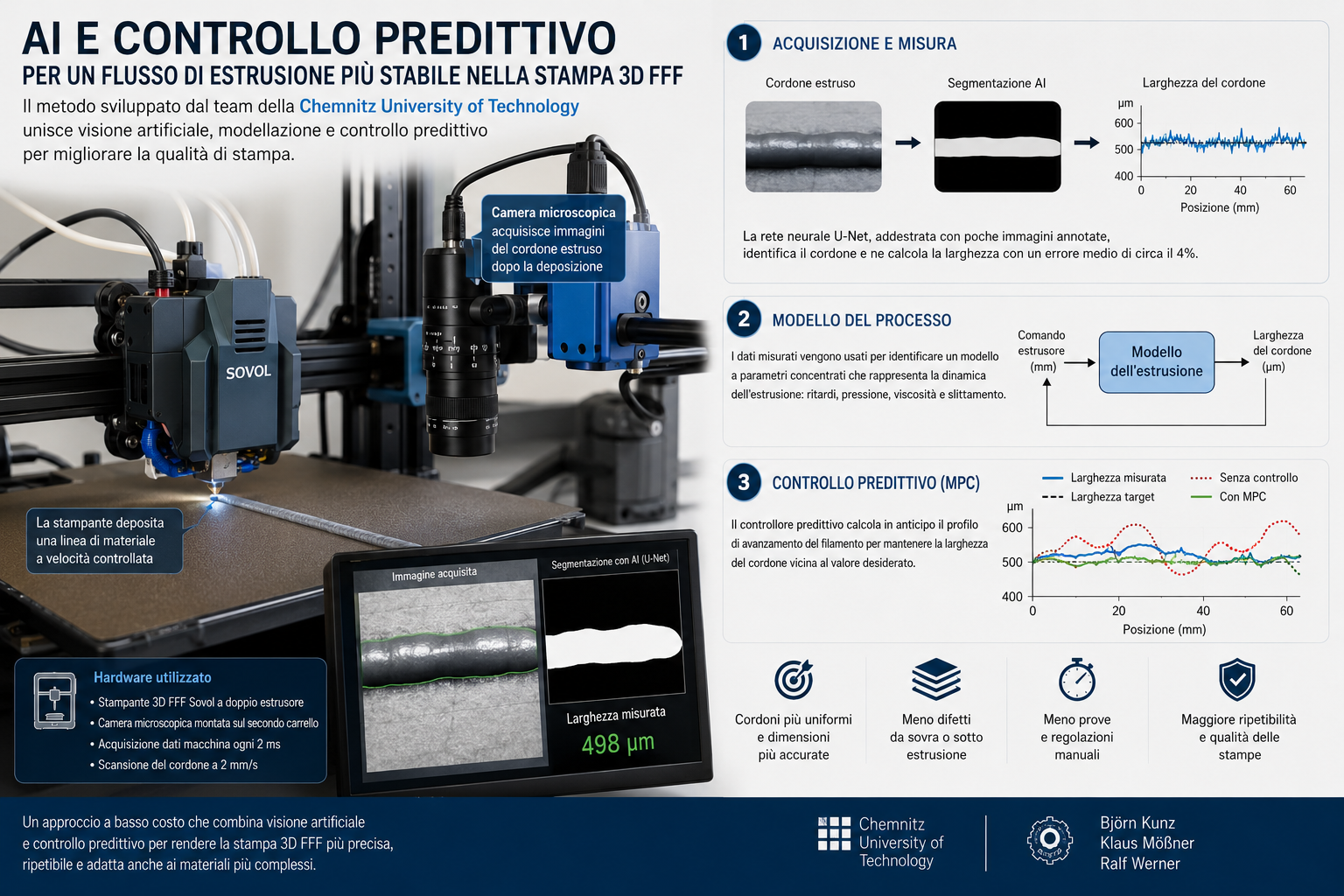
Per studiare il fenomeno, i ricercatori non sono partiti da una macchina industriale costosa o da sensori complessi montati dentro l’hotend. Hanno scelto una strada diversa: usare una stampante 3D FFF a doppio estrusore Sovol, modificata con una camera microscopica montata sul secondo carrello.
La scelta è interessante perché mantiene il sistema vicino a ciò che molti laboratori, makerspace o centri di ricerca possono permettersi. La camera non misura il flusso mentre il materiale esce dall’ugello in tempo reale. Il metodo funziona in modo diverso: prima la stampante deposita una linea di materiale, poi la camera scorre lungo quella linea e acquisisce immagini sovrapposte. Ogni immagine viene associata alla posizione della stampante, trasformando la macchina stessa in una sorta di sistema di misura coordinato.
Durante gli esperimenti, il firmware della stampante è stato modificato per registrare le posizioni target degli assi con un intervallo di circa 2 millisecondi. Dopo la stampa del cordone, la camera microscopica si muove lungo il percorso a 2 mm/s e registra immagini con informazioni di posizione. In questo modo la larghezza locale del materiale depositato può essere collegata ai cambiamenti di velocità della testina e dell’estrusore.
Il punto centrale è questo: invece di affidarsi alla sola teoria o al controllo visivo manuale del pezzo finito, il sistema costruisce un collegamento tra comando macchina, movimento, comportamento del materiale e larghezza reale del cordone.
Perché serve misurare la larghezza del cordone
In una stampa FFF, la larghezza del cordone estruso è un indicatore molto importante. Se il cordone è più largo del previsto, le pareti possono crescere fuori quota, gli angoli si gonfiano e le linee vicine si schiacciano. Se è più stretto, compaiono vuoti, scarsa adesione tra linee e riduzione della qualità meccanica. Il problema diventa ancora più evidente quando si lavora con tolleranze strette o con parti funzionali.
Il controllo del flusso non riguarda solo l’estetica. La quantità di materiale depositato influenza dimensioni, superficie, adesione, peso del componente e, in molti casi, resistenza meccanica. Nei materiali elastomerici, nei filamenti caricati metallo o ceramica, nei compositi e nei materiali ricchi di riempitivi, l’estrusione può comportarsi in modo meno prevedibile rispetto al PLA standard. L’attrito aumenta, il filamento può slittare sulla ruota godronata, il materiale può deformarsi, la pressione nell’hotend cambia con ritardi non trascurabili.
È per questo che la sola regolazione manuale di parametri come flow rate, retraction, extra prime, pressure advance o linear advance non sempre basta. Queste impostazioni aiutano, ma richiedono prove, calibrazioni e interpretazione da parte dell’utente. Inoltre si basano spesso su modelli semplificati o su valori statici, mentre il comportamento dell’estrusione cambia in funzione di velocità, temperatura, materiale, geometria dell’hotend e condizioni reali della macchina.
L’intelligenza artificiale entra nella misura, non nella magia
Nel lavoro di Chemnitz l’intelligenza artificiale non viene usata come etichetta generica. Ha un compito preciso: riconoscere nelle immagini il cordone estruso e separarlo dallo sfondo. Questa operazione può sembrare semplice, ma non lo è. Le superfici di stampa possono essere lucide, ruvide o riflettenti. Il filamento può essere opaco, trasparente o semi-trasparente. La luce della camera può generare riflessi. Il piano può presentare texture che confondono gli algoritmi tradizionali.
I ricercatori hanno provato metodi classici di elaborazione immagine, come soglie colore, clustering K-Means e rilevamento dei bordi. Questi sistemi funzionano in alcune condizioni, ma diventano instabili quando cambiano piano di stampa, materiale o illuminazione. Per questo è stata scelta una rete U-Net, una rete neurale convoluzionale nata per la segmentazione delle immagini e molto usata quando bisogna distinguere con precisione una forma dal contesto.
La rete è stata implementata con TensorFlow, piattaforma open source per il machine learning. Un dato interessante è il numero ridotto di immagini annotate manualmente: nove frame sono stati sufficienti per addestrare il modello nel contesto sperimentale descritto. La rete produce una maschera del cordone; da quella maschera il sistema calcola la larghezza contando i pixel e convertendoli in misure reali attraverso la calibrazione della camera.
Questa parte del lavoro è importante perché rende la misura più robusta rispetto ai metodi basati su soglie rigide. In pratica, il sistema non cerca semplicemente “il colore giusto” o “il bordo più evidente”, ma impara a riconoscere la forma del materiale depositato anche quando l’immagine presenta disturbi.
Dai dati al modello dell’estrusione
Misurare il cordone è solo il primo passaggio. Il passo successivo è costruire un modello del processo. Il gruppo di Chemnitz ha sviluppato un modello a parametri concentrati, cioè una rappresentazione matematica semplificata che cerca di descrivere i fenomeni principali senza simulare ogni dettaglio fisico dell’hotend.
Il modello tiene conto di più effetti: slittamento nel trasporto del filamento, tempo di permanenza del materiale nella zona calda, viscosità dipendente da temperatura e velocità di taglio, espansione termica, deformazione del materiale sotto l’ugello e rilassamento della pressione. Non è una fotografia completa di tutto ciò che accade dentro l’estrusore, ma una struttura sufficientemente rappresentativa da poter essere calibrata con dati sperimentali.
Per identificare i parametri, sono stati eseguiti test con PLA a 200 °C, layer height di 0,2 mm e larghezza target del cordone pari a 500 micrometri. La velocità della testina è stata fatta variare tra valori bassi, come 10, 20 e 30 mm/s, e un valore target di 40 mm/s. In questo modo il sistema ha potuto osservare come il flusso reagisce ai cambi di velocità.
I risultati confermano un comportamento noto ma spesso sottovalutato: quando la testina rallenta, il flusso non si riduce nello stesso istante e può comparire sovraestrusione localizzata. Quando la testina accelera, il materiale non sempre riesce a seguire la richiesta e può comparire sottoestrusione. La stampante riceve comandi corretti, ma il sistema fisico risponde con ritardi, elasticità, accumuli di pressione e perdite.
Il controllo predittivo: non correggere dopo, ma anticipare
La parte più interessante del lavoro riguarda l’uso del Model Predictive Control, o MPC. Un controllore predittivo usa un modello del sistema per calcolare cosa accadrà nei passi successivi e scegliere il comando migliore entro una finestra temporale. Nel caso della stampa FFF, l’obiettivo è determinare come modificare il profilo di avanzamento del filamento per mantenere più stabile la larghezza del cordone.
In termini pratici, il sistema non cambia per forza la velocità della testina. Agisce sul modo in cui il filamento viene spinto, cercando di compensare il comportamento dinamico dell’estrusione. Se il modello prevede che un’accelerazione provocherà una riduzione temporanea della larghezza del cordone, il controllore può anticipare la richiesta di materiale. Se prevede un eccesso in fase di rallentamento, può ridurre il comando di alimentazione in modo più adeguato.
Questo approccio si distingue da molte calibrazioni tradizionali perché non si limita a un valore fisso. Cerca di descrivere il sistema e usarlo per generare profili di comando più adatti alla situazione. Il modello non è pensato come un’impostazione generica valida per tutte le stampanti, ma come una rappresentazione calibrata su una macchina, un hotend, un materiale e determinate condizioni operative.
Cosa cambia rispetto a Pressure Advance e Linear Advance
Molti utenti conoscono già Pressure Advance, Linear Advance o funzioni simili presenti in firmware e slicer. Questi sistemi cercano di compensare la pressione nell’ugello regolando l’estrusore in funzione delle accelerazioni e decelerazioni. Sono utili, ma spesso richiedono una calibrazione manuale e si basano su modelli semplificati.
Il lavoro di Chemnitz va in una direzione più ampia. Non si limita a trovare un valore K o un parametro empirico, ma propone una procedura di misura, modellazione e controllo. La camera microscopica genera dati sulla larghezza effettiva del cordone; l’intelligenza artificiale aiuta a estrarre quella misura dalle immagini; il modello descrive il comportamento dinamico; il controllore predittivo calcola profili più adatti per l’avanzamento del filamento.
Questo non significa che una normale stampante domestica possa già sostituire le calibrazioni con un sistema simile. Il metodo è un dimostratore di ricerca. La misura ottica è stata eseguita dopo la deposizione del cordone, non durante la stampa del pezzo. Il sistema serve a raccogliere dati e costruire il modello, poi il controllo può usare quel modello per generare comandi più coerenti.
Il confronto con le stampanti commerciali
Il tema del controllo del flusso è già entrato anche nelle macchine commerciali. Bambu Lab, per esempio, usa sensori e algoritmi per calibrazioni automatiche e funzioni di compensazione. La serie A1 utilizza un sensore a correnti parassite per misurare la pressione nell’ugello e compensare il flusso. La serie X1 integra funzioni di visione e rilevamento degli errori, inclusa la cosiddetta spaghetti detection.
Queste soluzioni mostrano che il mercato si sta spostando verso stampanti più capaci di osservare se stesse. Tuttavia il lavoro di Chemnitz affronta un punto specifico: la misura della larghezza del cordone e l’uso di quel dato per costruire un modello dell’estrusione. Non si tratta solo di capire se la stampa sta fallendo, ma di descrivere quantitativamente come il materiale viene depositato quando cambiano velocità e condizioni del processo.
La differenza è sottile ma importante. Rilevare uno “spaghetti failure” significa accorgersi che la stampa è uscita dai binari. Misurare il cordone estruso significa intervenire prima, sul livello geometrico e fisico della deposizione. In futuro, unione di sensori, modelli e controllo potrebbe portare a stampanti meno dipendenti da lunghe prove manuali.
Perché i materiali difficili sono il vero banco di prova
Il PLA è stato usato come materiale iniziale per gli esperimenti, ma il metodo diventa ancora più interessante guardando ai materiali complessi. I filamenti flessibili, come TPE e TPU, introducono elasticità nel tratto di alimentazione. I filamenti caricati con metallo, ceramica, fibra di carbonio o altre particelle possono essere più abrasivi, più fragili e più sensibili allo slittamento. Anche la viscosità può cambiare in modo non lineare con temperatura e velocità.
In questi casi, una calibrazione fatta una volta con un pattern di prova può non descrivere bene tutte le situazioni della stampa reale. Un modello costruito su dati misurati potrebbe invece aiutare a separare i diversi effetti: quanto dipende dal materiale, quanto dall’hotend, quanto dalla ruota di trascinamento, quanto dalla pressione interna e quanto dalle accelerazioni.
Per l’industria questo punto è importante. Le applicazioni funzionali della stampa 3D a filamento richiedono ripetibilità. Se una parte deve rispettare una quota, una massa o una prestazione meccanica, non basta che “sembri stampata bene”. Serve una deposizione controllata e documentabile. Il lavoro della Chemnitz University of Technology va in questa direzione: misurare, modellare, controllare.
I limiti del metodo
Il sistema non è ancora un controllo in tempo reale chiuso direttamente sulla larghezza del cordone durante la stampa. La camera misura la linea dopo la deposizione; i dati vengono usati per calibrare e validare il modello. Per portare tutto dentro il firmware di una stampante servirebbero modelli più leggeri dal punto di vista computazionale, oppure un controller esterno capace di calcolare profili ottimizzati e inviarli alla macchina con latenza ridotta.
C’è poi il tema della generalizzazione. Un modello calibrato su una certa stampante, con un determinato filamento e una temperatura precisa, potrebbe non essere valido cambiando materiale, nozzle, hotend o condizioni ambientali. Il vantaggio del metodo è che la procedura di misura può essere ripetuta e automatizzata. Lo svantaggio è che, per diventare un prodotto semplice, deve essere trasformata in una routine accessibile all’utente.
Un altro limite riguarda la visione. Le immagini di un cordone estruso non sono sempre facili da interpretare: trasparenze, riflessi, superfici irregolari e adesivi sul piano possono creare ambiguità. La U-Net ha dato buoni risultati nel caso studiato, ma un sistema commerciale dovrebbe gestire una varietà molto ampia di piani, colori, materiali e condizioni di luce.
Dove potrebbe arrivare questa tecnologia
Uno scenario possibile è una stampante che esegue una procedura di caratterizzazione automatica per ogni materiale. La macchina stampa alcune linee di prova, le misura con una camera o con un sensore dedicato, costruisce un modello del comportamento dell’estrusione e adatta i comandi durante la stampa. L’utente non dovrebbe più inseguire manualmente retraction, pressure advance, flow rate e parametri secondari per ogni bobina.
Un altro scenario riguarda i produttori di stampanti. Invece di aggiungere sensori di flusso complessi e costosi, una macchina potrebbe usare una camera a basso costo per la fase di calibrazione e poi stampare usando un modello già identificato. La camera potrebbe non essere necessaria durante ogni stampa, ma solo per aggiornare il modello quando cambiano materiale, ugello o condizioni operative.
Il metodo potrebbe inoltre essere trasferito ad altri processi di estrusione. La pubblicazione indica la possibilità di adattarlo a sistemi a pellet o paste, cambiando la struttura del modello. Questo è un passaggio importante perché molti problemi della manifattura additiva a estrusione non riguardano solo il filamento: riguardano il rapporto tra comando, pressione, viscosità e materiale depositato.
Un passo verso stampanti che si calibrano con dati misurati
Il valore del lavoro non sta nel dire che l’AI risolve da sola la stampa 3D. Il punto è più concreto: usare l’intelligenza artificiale per misurare meglio, usare le misure per costruire un modello e usare il modello per controllare il processo. È un approccio meno spettacolare, ma più utile per chi guarda alla stampa 3D come tecnologia produttiva.
Nel caso di Chemnitz, una stampante Sovol modificata, una camera microscopica, TensorFlow e un controllore predittivo diventano gli elementi di una catena completa: acquisizione dati, segmentazione del cordone, modellazione fisica e compensazione del flusso. Non è ancora una funzione pronta per ogni stampante da banco, ma indica una direzione chiara.
La stampa 3D FFF ha fatto grandi passi in velocità, automazione e facilità d’uso. Il controllo fine dell’estrusione resta però uno dei punti più delicati. Finché la macchina presume che il materiale esca esattamente quando viene spinto, una parte degli errori rimane nascosta dentro al processo. Misurare ciò che viene depositato e usare quei dati per guidare la macchina significa spostare la calibrazione da tentativi manuali a una procedura basata su evidenze.
Per chi usa la stampa 3D ogni giorno, il risultato ideale non è una macchina più complessa da regolare, ma una macchina che richiede meno interventi perché conosce meglio il proprio comportamento. Il lavoro della Chemnitz University of Technology mostra una strada possibile: non sostituire l’esperienza dell’operatore con una scatola nera, ma trasformare una parte di quell’esperienza in dati, modelli e controllo.