3D Systems ha depositato una domanda di brevetto dedicata a un sistema meccanico per montare e allineare con maggiore precisione le testine di stampa all’interno di una stampante 3D. Il documento, intitolato “Flexure Mounting and Alignment Within a Three-Dimensional Printer”, descrive un meccanismo basato su elementi flessibili, o flexure, pensato per regolare la posizione delle testine senza affidarsi soltanto a staffe rigide, viti di fissaggio tradizionali o lunghe operazioni manuali di calibrazione.
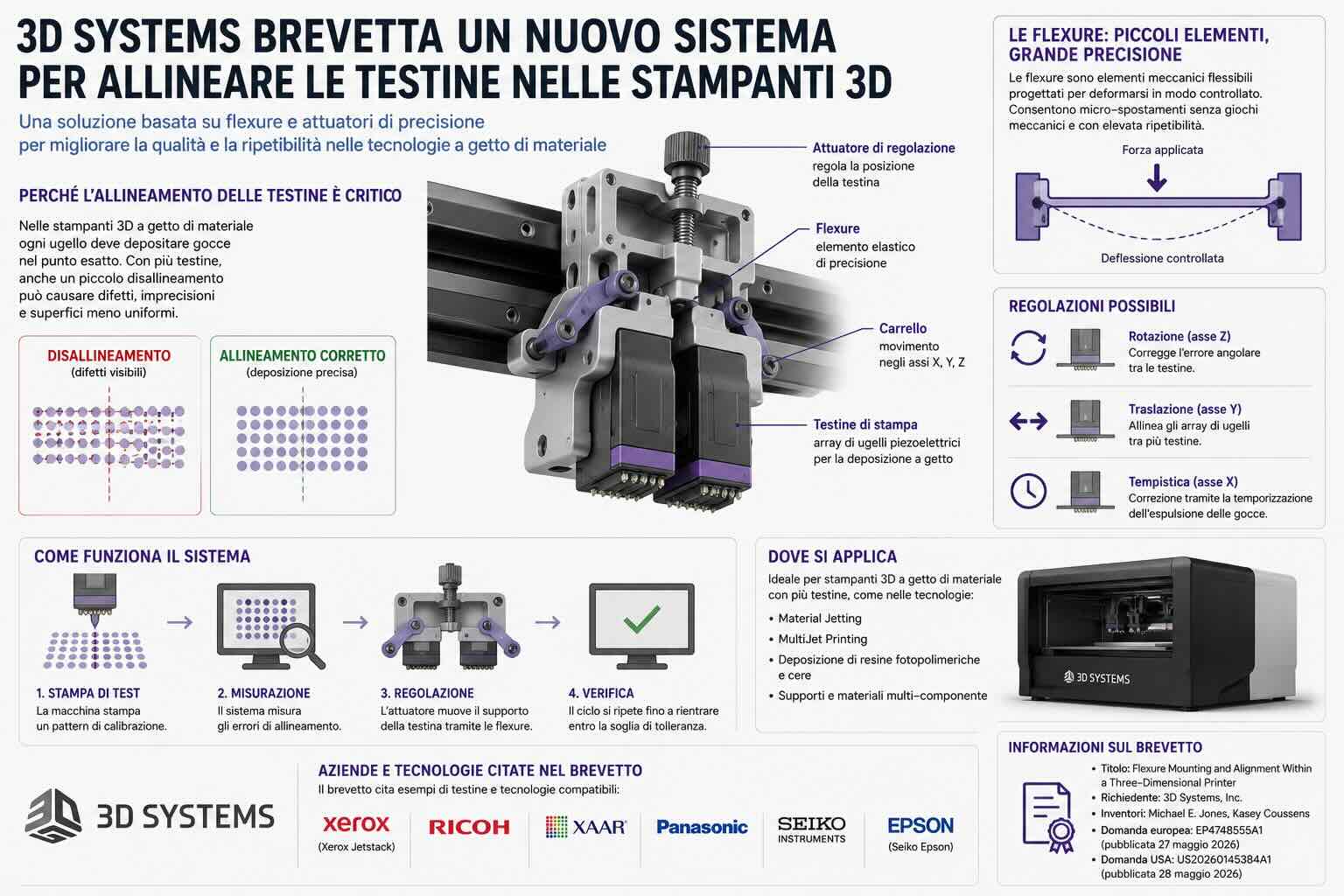
Il tema può sembrare molto tecnico, ma riguarda un punto essenziale per le tecnologie a getto di materiale. Nelle stampanti 3D che depositano gocce di resina, cera o materiali di supporto, la posizione della testina non è un dettaglio secondario. Ogni ugello deve depositare il materiale nel punto previsto. Quando una macchina usa più testine, l’allineamento tra una testina e l’altra diventa ancora più critico: un piccolo errore può generare difetti visibili, imprecisioni dimensionali, superfici meno pulite o una separazione non ottimale tra materiale di costruzione e materiale di supporto.
Una domanda di brevetto, non un nuovo prodotto annunciato
La domanda europea citata è EP4748555A1, pubblicata dall’European Patent Office il 27 maggio 2026. Esiste anche una pubblicazione statunitense collegata, US20260145384A1, pubblicata il 28 maggio 2026, con 3D Systems, Inc. indicata come applicant. Gli inventori riportati nella scheda statunitense sono Michael E. Jones e Kasey Coussens.
È importante chiarire un punto: non siamo davanti all’annuncio di una nuova stampante 3D già pronta per il mercato. Il brevetto descrive una soluzione tecnica che potrebbe essere integrata in sistemi futuri o restare parte del portafoglio di proprietà intellettuale dell’azienda. Nel settore della stampa 3D industriale, molte domande di brevetto servono a proteggere opzioni progettuali, architetture meccaniche o metodi di calibrazione che non sempre arrivano con lo stesso nome dentro un prodotto commerciale.
Perché allineare le testine è difficile
Nelle tecnologie a getto, come il Material Jetting e il MultiJet Printing, la stampante lavora depositando piccole gocce di materiale su una superficie di costruzione. Le gocce vengono posizionate secondo una matrice di punti, layer dopo layer, fino a formare il componente. Se il sistema impiega una sola testina, la macchina deve controllare con precisione il movimento e l’espulsione delle gocce. Se le testine sono due o più, bisogna anche garantire che i rispettivi array di ugelli siano allineati tra loro.
Il problema non è soltanto “mettere dritta” la testina. Bisogna considerare diversi tipi di errore. Una testina può essere ruotata leggermente rispetto all’altra. Può trovarsi spostata lungo l’asse trasversale. Può depositare le gocce con un piccolo ritardo o anticipo rispetto al movimento della macchina. In un sistema dove gli ugelli lavorano su scala molto fine, anche un disallineamento minimo può compromettere la qualità della parte.
Questo vale in modo particolare quando una macchina deve combinare materiale di costruzione e materiale di supporto, oppure quando più testine servono ad aumentare la produttività coprendo una larghezza di stampa più ampia. Più cresce il numero di testine, più diventa complesso garantire che tutte lavorino come se fossero un unico sistema coordinato.
Che cosa sono le flexure
La soluzione proposta da 3D Systems usa elementi meccanici flessibili chiamati flexure. In italiano si possono descrivere come elementi elastici di precisione. Non sono molle generiche, ma parti progettate per deformarsi in modo controllato. Invece di affidarsi a cerniere, guide, giochi meccanici o accoppiamenti che possono introdurre attrito e isteresi, una flexure sfrutta la deformazione elastica del materiale.
Il vantaggio è che il movimento può essere piccolo, ripetibile e prevedibile. In molte applicazioni di precisione, dalle ottiche agli strumenti scientifici, le flexure vengono usate perché permettono micro-spostamenti senza le tolleranze e i giochi tipici di un giunto tradizionale. In una stampante 3D a getto, questa logica può essere applicata al supporto della testina: il montaggio non è completamente rigido, ma neppure libero di muoversi. È vincolato da elementi elastici che consentono una regolazione controllata.
Nel brevetto di 3D Systems, la testina viene montata su un supporto collegato al carrello tramite più flexure. Un attuatore regolabile interviene sulla posizione del supporto, mentre le flexure rimangono in uno stato di sollecitazione elastica controllata. Il risultato è un sistema che consente di correggere la posizione della testina mantenendo una geometria stabile.
Come funziona l’allineamento secondo il brevetto
Il documento descrive una stampante 3D con assi X, Y e Z. La testina contiene una matrice di ugelli disposta lungo l’asse Y e deposita le gocce lungo l’asse Z. Il movimento di scansione avviene lungo l’asse X. In questo contesto, l’allineamento può essere gestito in modi diversi.
Una prima regolazione riguarda la rotazione della testina attorno all’asse Z. Questo serve a correggere l’errore angolare: se l’array di ugelli di una testina non è parallelo a quello di un’altra, le gocce non vengono depositate lungo linee coerenti. Il brevetto descrive un supporto con una coppia di flexure disposte in modo non parallelo, anche ad angolo retto, così da consentire una piccola rotazione controllata.
Una seconda regolazione riguarda lo spostamento lineare lungo l’asse Y. In questo caso, l’obiettivo è allineare gli array di ugelli tra la prima e la seconda testina. Il brevetto descrive una coppia di flexure parallele, collegate ai lati opposti del supporto della testina, che permettono di traslare la posizione in modo controllato.
Per l’asse X, invece, il documento fa riferimento anche a una correzione tramite temporizzazione dell’espulsione delle gocce. In pratica, se il problema è legato alla posizione lungo la direzione di scansione, si può intervenire sul momento in cui la testina deposita il materiale, compensando l’errore con il controllo elettronico.
La calibrazione non è solo meccanica
Un aspetto interessante è il metodo di calibrazione. Il brevetto descrive un processo iterativo: la macchina stampa un pattern di prova, il sistema misura l’errore, l’attuatore corregge la posizione della testina e il ciclo viene ripetuto fino a rientrare sotto una soglia stabilita.
Questa logica è molto vicina a ciò che già avviene in altre macchine di precisione: non si presume che il montaggio iniziale sia perfetto, ma si progetta un sistema capace di misurare, correggere e verificare. In una stampante 3D industriale, questo può semplificare la produzione della macchina, la manutenzione e la sostituzione di componenti soggetti a usura o interventi di servizio.
Il vantaggio potenziale non è soltanto ridurre l’intervento dell’operatore. Un sistema di allineamento più controllabile può aiutare anche a mantenere stabile la qualità nel tempo. Una testina può essere sostituita, una macchina può subire vibrazioni durante il trasporto, un carrello può richiedere una regolazione dopo molte ore di lavoro. Se l’architettura prevede già un meccanismo fine di riallineamento, il ripristino della precisione può diventare più gestibile.
Il collegamento con il MultiJet Printing di 3D Systems
Il brevetto usa un linguaggio abbastanza ampio e non cita necessariamente una macchina commerciale specifica. Tuttavia, il riferimento a testine piezoelettriche drop-on-demand, gocce di materiale, inchiostri a cambio di fase, cere, materiali fotopolimerici e supporti rimanda al mondo delle tecnologie a getto.
3D Systems è attiva da anni nel MultiJet Printing, una tecnologia che utilizza testine piezoelettriche per depositare resine fotopolimeriche o cere da fusione. Le applicazioni includono prototipi ad alta risoluzione, modelli per microfusione, stampi, attrezzature e parti con dettagli fini. In queste applicazioni, accuratezza, qualità superficiale e ripetibilità non sono caratteristiche accessorie: determinano l’utilità del processo.
Il brevetto non deve quindi essere letto come una semplice staffa migliorata. È più corretto considerarlo un tassello di ingegneria di macchina. Quando l’additive manufacturing passa da laboratorio e prototipazione a produzione, la precisione del sistema non dipende solo dal materiale o dal software di slicing. Dipende anche da come sono costruiti e regolati i componenti meccanici della macchina.
Le aziende citate nel documento
L’azienda direttamente collegata alla domanda è 3D Systems, Inc., con sede a Rock Hill, South Carolina. Nel testo tecnico vengono citati anche esempi di produttori di testine piezoelettriche o tecnologie compatibili con il tipo di architettura descritta. Tra i nomi presenti figurano Xerox, con il riferimento agli industrial inkjet Jetstack, e produttori come Ricoh, Xaar, Panasonic, Seiko Instruments e Seiko Epson.
Questi nomi non indicano necessariamente una collaborazione sul brevetto. Sono citati come esempi di testine o tecnologie che possono essere usate in sistemi di deposizione a goccia. È una distinzione importante: 3D Systems è l’applicant della domanda, mentre gli altri marchi compaiono come riferimenti tecnici nel contesto delle possibili testine utilizzabili.
Perché questo tipo di brevetto può contare nella stampa 3D industriale
Nel mondo desktop, la calibrazione viene spesso vista come un insieme di operazioni pratiche: livellamento del piano, regolazione degli step, test di estrusione, correzione del flusso. Nelle macchine industriali a getto, il problema è diverso. Qui non si tratta di una singola linea di filamento estruso, ma di migliaia di gocce depositate in sequenza con una precisione molto fine.
Se due testine non sono allineate, il difetto può ripetersi per ogni layer e accumularsi nella parte. Il risultato può essere una superficie meno uniforme, un bordo meno netto, un’interfaccia non corretta tra materiale di supporto e materiale di costruzione o una perdita di fedeltà rispetto al file CAD. In un’applicazione come gioielleria, dentale, medicale o prototipazione di precisione, questi dettagli possono fare la differenza tra una parte utilizzabile e una parte da ristampare.
Un sistema a flexure può rendere più robusta la macchina perché riduce la dipendenza da montaggi perfetti al primo colpo. La macchina può essere progettata per correggere gli errori entro un intervallo previsto. Questo concetto diventa ancora più rilevante se si immaginano piattaforme con aree di lavoro più ampie o con più testine per aumentare la produttività.
Un dettaglio di meccanica che racconta una direzione industriale
La stampa 3D viene spesso raccontata attraverso materiali, software, velocità o nuovi formati macchina. Questo brevetto mostra invece un aspetto meno visibile: la qualità di un sistema industriale passa anche da piccoli elementi meccanici progettati per restare stabili, regolabili e ripetibili.
Le flexure non sono una novità assoluta nella meccanica di precisione. Il loro impiego in un sistema di allineamento per testine di stampa 3D, però, mostra come le aziende stiano lavorando su architetture sempre più controllate. Non basta depositare materiale: bisogna farlo in modo coerente, con una macchina capace di mantenere le proprie prestazioni nel tempo.
Cosa possiamo aspettarci
Al momento non ci sono indicazioni pubbliche che colleghino questa domanda di brevetto a un modello specifico di stampante 3D Systems. Potrebbe trattarsi di una soluzione destinata a piattaforme future, di un sistema usato internamente, di una protezione preventiva o di un’architettura pensata per più famiglie di macchine.
Il punto interessante resta il tema: nelle tecnologie a getto, la precisione della deposizione dipende anche dalla qualità dell’allineamento tra le testine. Se una macchina industriale deve stampare più velocemente, con più materiali o su aree più grandi, l’allineamento non può essere considerato una semplice operazione di setup. Diventa una funzione integrata della macchina.
Per questo la domanda di brevetto di 3D Systems merita attenzione. Non annuncia una stampante nuova, ma descrive una possibile soluzione a uno dei problemi concreti della stampa 3D multi-testina: mantenere le gocce nel posto giusto, layer dopo layer.