BFI3D, marchio legato a BFI Innovation GmbH, ha inserito nel proprio demoroom la stampante 3D CFSYS A500 Pro, un sistema pensato per mostrare ad aziende e utilizzatori professionali le possibilità della stampa 3D con fibra continua. L’obiettivo è permettere ai visitatori di osservare da vicino il processo, valutare campioni reali, confrontare la qualità dei pezzi e capire dove questa tecnologia può avere senso rispetto alla stampa FFF tradizionale o alla lavorazione di componenti in metallo.
Un demoroom serve quando la tecnologia va capita sul pezzo
Nel caso della stampa 3D a fibra continua, vedere una macchina in funzione ha un valore diverso rispetto alla semplice lettura di una scheda tecnica. Non si tratta solo di depositare un polimero caricato con fibra corta, come avviene con molti filamenti PA-CF, PET-CF o ABS-CF. Qui la fibra viene integrata nel pezzo come rinforzo continuo, con percorsi studiati per seguire le zone più sollecitate.
Questo rende la tecnologia interessante per chi produce attrezzaggi, staffe, dime, maschere di montaggio, pinze per robot, supporti funzionali e prototipi strutturali. Sono applicazioni nelle quali il componente deve essere leggero, ma non può comportarsi come un semplice pezzo plastico. La visita in demoroom permette quindi di passare da una domanda generica — “quanto è resistente?” — a una valutazione più concreta: geometria, orientamento della fibra, materiale di base, tempo di stampa, finitura, ripetibilità e costo del pezzo.
Che cosa fa la CFSYS A500 Pro
La CFSYS A500 Pro appartiene alla famiglia A500 di CFSYS, azienda indicata anche come Carbon Fiber System Co., Ltd., specializzata in sistemi, materiali e soluzioni integrate per la stampa 3D di compositi. CFSYS descrive la propria attività come focalizzata su materiali compositi, macchine e software per rendere la stampa 3D a fibra continua più accessibile all’uso industriale.
La macchina è progettata per lavorare sia con materiali tecnici sia con rinforzi continui. Secondo i dati del produttore, la serie A500 offre un volume di stampa fino a 408 × 355 × 510 mm con singolo ugello e 380 × 355 × 510 mm in configurazione doppio ugello. La velocità massima dichiarata arriva a 500 mm/s, con precisione di ±0,15 mm e spessori layer da 100 a 250 micron.
Il sistema lavora con una temperatura massima dell’hotend di 350 °C, piano riscaldato fino a 100 °C e camera fino a 65 °C. Questo è un punto importante, perché materiali come PA, PC, ABS, ASA, PP e compositi caricati richiedono controllo termico più stabile rispetto ai polimeri da desktop. La macchina prevede inoltre filtrazione HEPA 13 con carbone attivo e un livello di rumore dichiarato sotto i 50 dB durante la stampa.
Fibra continua e fibra corta non sono la stessa cosa
Nel linguaggio comune si tende a chiamare “carbonio” qualsiasi filamento caricato con particelle o fibre di carbonio. In realtà, un filamento caricato con fibra corta e un pezzo stampato con fibra continua hanno comportamenti diversi.
Nei filamenti a fibra corta, le fibre sono disperse nella matrice polimerica. Migliorano rigidità, stabilità dimensionale e, in alcuni casi, resistenza termica o finitura superficiale. Tuttavia, il rinforzo resta distribuito nel materiale e dipende dal flusso di estrusione, dall’orientamento locale e dalla qualità del legame tra layer.
Nella stampa con fibra continua, invece, il rinforzo può essere posizionato in modo più controllato. Le fibre possono seguire direzioni specifiche e contribuire alla resistenza del pezzo lungo percorsi coerenti con i carichi. Questo non significa che ogni componente stampato con fibra continua sostituisca automaticamente l’alluminio o l’acciaio, ma vuol dire che il progettista può lavorare in modo più mirato sulla struttura del pezzo.
Il ruolo del software Bulber
Uno degli aspetti più delicati della stampa 3D a fibra continua è la generazione dei percorsi di rinforzo. La posizione della fibra non può essere lasciata al caso: se la fibra viene inserita dove non serve, aumenta il costo del pezzo senza dare un vantaggio proporzionato; se viene orientata male, il componente può risultare rigido in una direzione e fragile in un’altra.
CFSYS abbina la macchina al software Bulber, descritto come un ambiente di slicing professionale con funzioni dedicate alla disposizione della fibra. Il software prevede modalità di selezione per colore, altezza o maschera e una modalità professionale che include analisi, ottimizzazione del flusso delle forze e generazione dei percorsi della fibra.
Questo punto è centrale per le aziende che vogliono usare la stampa 3D non solo per prototipi estetici, ma per componenti funzionali. La resistenza non nasce solo dalla macchina o dal materiale: nasce dall’insieme di progetto CAD, scelta della matrice polimerica, strategia di rinforzo, orientamento di stampa, parametri e post-controllo del pezzo.
Gestione dei materiali: perché la Pro punta sull’asciugatura
La versione A500 Pro si distingue anche per il sistema di gestione dei filamenti. Secondo le specifiche riportate da CFSYS e da BFI3D, il sistema può gestire fino a 4 bobine da 3 kg, con alimentazione automatica, riscaldamento fino a 120 °C e asciugatura automatica con umidità fino a ≤15% RH.
Questo dettaglio non è secondario. Molti materiali tecnici, in particolare le poliammidi e diversi compositi caricati, assorbono umidità dall’aria. Un filamento umido può generare bolle, estrusione instabile, superfici rovinate, perdita di adesione tra strati e proprietà meccaniche inferiori. Per chi produce parti funzionali, la gestione dell’umidità è parte del processo produttivo, non un accessorio.
BFI3D presenta la macchina con attenzione proprio a questi aspetti: stampa ad alta velocità, doppia testa modulare, gestione automatizzata del materiale e possibilità di usare il sistema anche come stampante FDM industriale a doppio estrusore, sostituendo l’ugello dedicato alla fibra con un ugello standard.
Dove può avere senso una macchina di questo tipo
Una CFSYS A500 Pro può interessare soprattutto reparti tecnici, officine interne, aziende di automazione, laboratori R&D e produttori che realizzano piccole serie o attrezzature su misura. In robotica, ad esempio, una pinza più leggera può ridurre il carico sul braccio e migliorare la dinamica del sistema. Nel packaging, nella movimentazione o nelle linee di assemblaggio, una dima stampata e rinforzata può essere modificata in tempi brevi quando cambia il prodotto da lavorare.
Nel settore automotive e motorsport, la stampa 3D a fibra continua può essere utile per supporti, staffe, canalizzazioni, attrezzaggi e componenti non critici da testare rapidamente. Nei droni e nella mobilità leggera, il rapporto tra peso e rigidità è un parametro importante, ma deve essere sempre valutato insieme a fatica, urti, ambiente d’uso e requisiti di sicurezza.
CFSYS indica come aree applicative la manifattura intelligente, la robotica, l’ingegneria dei veicoli e la bassa quota, includendo anche casi legati a componenti per climatizzazione Toshiba e personalizzazioni motociclistiche.
Il punto non è sostituire il metallo ovunque
Quando si parla di stampa 3D con fibra continua, il rischio è semplificare troppo: “pezzi in plastica forti come metallo”. In realtà, un componente composito stampato resta anisotropo, cioè le sue proprietà cambiano in base alla direzione del carico, alla disposizione delle fibre e all’adesione tra strati. Questo richiede progettazione consapevole.
Un pezzo in alluminio lavorato dal pieno e un pezzo in PA-CF rinforzato con fibra continua possono risolvere problemi simili, ma non sono equivalenti in ogni condizione. Il composito può vincere su peso, rapidità di modifica e integrazione di geometrie complesse. Il metallo può restare preferibile in presenza di temperature elevate, carichi dinamici severi, filettature critiche, urti ripetuti o normative specifiche.
Per questo un demoroom ha senso: consente di capire dove la tecnologia è adatta, dove serve una riprogettazione e dove invece conviene restare su fresatura, lamiera, pressofusione o altre tecniche.
BFI3D come punto di contatto per il mercato tedesco
BFI Innovation GmbH si presenta come partner per additive manufacturing, vendita di stampanti 3D, stampa 3D service, consulenza, CAD, formazione, noleggio e assistenza post-vendita. L’azienda opera da Norimberga e propone soluzioni desktop e industriali, con esperienza anche su materiali tecnici e stampanti con camera riscaldata.
L’inserimento della CFSYS A500 Pro nel demoroom aggiunge quindi una tecnologia più specializzata al portafoglio: non una stampante FFF generica, ma una piattaforma per chi vuole valutare componenti in composito rinforzato, con attenzione a processo, materiali e applicazioni reali.
Una tecnologia da valutare con metodo
La CFSYS A500 Pro non va letta solo come una nuova macchina in esposizione. Il tema più interessante è la maturazione della stampa 3D a fibra continua come strumento per officine, reparti tecnici e produzioni a basso volume. Il vantaggio non sta soltanto nella resistenza del pezzo, ma nella possibilità di progettare rapidamente un componente, rinforzarlo dove serve, produrlo internamente e modificarlo senza rifare stampi o attrezzaggi.
Per ottenere risultati affidabili servono però competenze: scelta corretta del materiale, asciugatura, orientamento del pezzo, progettazione dei percorsi fibra, verifica meccanica e controlli dopo la stampa. In questo senso, la presenza della macchina in un demoroom può aiutare le aziende a evitare valutazioni astratte e a partire da esempi concreti.
Per BFI3D, la CFSYS A500 Pro diventa quindi uno strumento dimostrativo e commerciale per spiegare una tecnologia che molti conoscono ancora in modo superficiale. Per CFSYS, la presenza presso un rivenditore e integratore come BFI Innovation GmbH offre un canale diretto verso aziende europee interessate a compositi stampati in 3D, attrezzaggi leggeri e componenti tecnici prodotti su richiesta.
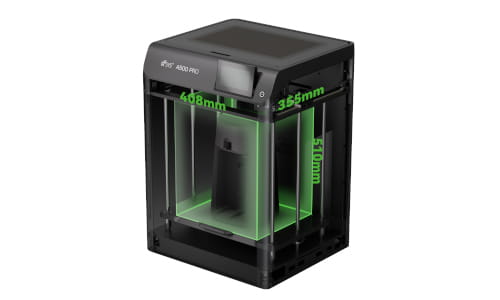
Tabella 1 – Scheda tecnica CFSYS A500 Pro
| Voce | Specifica |
|---|---|
| Modello | CFSYS A500 Pro |
| Tecnologia | FFF/FDM con rinforzo in fibra continua |
| Produttore | CFSYS / Carbon Fiber System |
| Distribuzione / demo room | BFI3D / BFI Innovation GmbH |
| Volume di stampa massimo | 408 × 355 × 510 mm |
| Volume con doppio ugello | 380 × 355 × 510 mm |
| Velocità massima dichiarata | fino a 500 mm/s |
| Accelerazione massima dichiarata | fino a 20.000 mm/s², non in stampa a fibra continua |
| Precisione dichiarata | ±0,15 mm |
| Altezza layer | 100–250 micron |
| Temperatura massima hotend | 350 °C |
| Temperatura massima piano | 100 °C |
| Temperatura massima camera | 65 °C |
| Software di slicing | Bulber |
| Connettività | Wi-Fi 2,4/5 GHz, USB, Ethernet |
| Sistemi operativi | Windows, macOS, Linux |
| Filtrazione aria | HEPA 13 + carbone attivo |
| Rumorosità dichiarata | inferiore a 50 dB durante la stampa |
CFSYS indica per la A500 Pro volume di stampa, velocità, temperature, materiali, connettività, software Bulber, filtrazione HEPA 13 con carbone attivo e rumorosità sotto i 50 dB; BFI3D riporta a sua volta volume, velocità, precisione e gestione filamento della macchina nel proprio shop.
Tabella 2 – Ugelli, fibra e materiali
| Area | Specifica |
|---|---|
| Ugello per fibra continua | 1,0 mm standard |
| Ugello per materiali tecnici | 0,4 mm standard |
| Ugelli opzionali per materiali tecnici | 0,6 mm e 0,8 mm |
| Fibra continua supportata | fibra di carbonio in nylon |
| Fibre continue indicate come in sviluppo | fibra di vetro, fibra aramidica |
| Compositi a fibra corta | PA-CF, PET-CF, ABS-CF |
| Polimeri tecnici | PC, PA, ABS, ASA, PP |
| Materiali asciugabili nel sistema Pro | PC, PA, ABS, ASA, PP, PA-CF, PET-CF, ABS-CF, PEEK-CF |
La scheda CFSYS riporta ugelli, materiali tecnici, compositi a fibra corta, fibra continua in nylon-carbonio e fibre in sviluppo; la pagina BFI3D evidenzia il ruolo della versione Pro nella gestione dei materiali tecnici igroscopici.
Tabella 3 – Sistema di gestione filamento della versione Pro
| Funzione | Dato tecnico | Utilità pratica |
|---|---|---|
| Numero bobine | fino a 4 bobine | permette di gestire più materiali o stampe lunghe |
| Peso massimo bobina | 3 kg per bobina | capacità complessiva fino a 12 kg |
| Alimentazione | automatica | riduce gli interventi manuali durante la stampa |
| Riscaldamento | fino a 120 °C | prepara materiali tecnici prima dell’estrusione |
| Asciugatura | fino a ≤15% RH | limita gli effetti dell’umidità sul filamento |
| Essiccante | durata indicata ≥6 mesi | supporta la conservazione controllata del materiale |
| Materiali interessati | PA, PC, PEEK e compositi caricati | utile per materiali sensibili all’umidità |
BFI3D descrive la Pro come dotata di stazione filamento automatica per 4 bobine da 3 kg, asciugatura sotto il 15% RH, preriscaldamento fino a 120 °C e alimentazione automatica; CFSYS riporta gli stessi dati nella scheda della A500 Pro.
Tabella 4 – Software Bulber e controllo della fibra
| Funzione software | Descrizione tecnica |
|---|---|
| Software | Bulber |
| Tipo | slicer professionale per stampanti CFSYS a fibra continua |
| Modalità colore | rinforzo definito su aree selezionate del modello |
| Modalità altezza | rinforzo applicato su specifici layer o intervalli verticali |
| Modalità maschera | rinforzo applicato tramite aree definite dall’utente |
| Modalità forza / analisi | generazione dei percorsi fibra in base alle zone più sollecitate |
| Gestione macchine | controllo centralizzato di più sistemi |
| Uso offline / locale | indicato per scenari con dati tecnici sensibili |
| Obiettivo | posizionare la fibra dove serve, evitando rinforzi inutili |
CFSYS presenta Bulber come software di slicing per la serie A500 con modalità di posa fibra per colore, altezza, maschera e analisi del flusso delle forze; BFI3D descrive inoltre funzioni di ottimizzazione del percorso fibra, gestione multi-materiale e modalità locale/cloud.
Tabella 5 – Fibra corta, fibra continua e FDM standard
| Tecnologia | Come funziona | Vantaggio principale | Limite tecnico |
|---|---|---|---|
| FDM standard | deposizione di un termoplastico non rinforzato | processo semplice e adatto a prototipi, cover, dime leggere | resistenza limitata rispetto ai compositi |
| FDM con fibra corta | il filamento contiene fibre corte disperse nel polimero | maggiore rigidità e migliore stabilità dimensionale | rinforzo meno controllabile nella direzione del carico |
| FDM con fibra continua | una fibra lunga viene integrata nel pezzo durante la stampa | rinforzo orientabile lungo percorsi definiti | richiede progettazione del percorso fibra |
| Fibra continua con analisi software | il software aiuta a collocare il rinforzo nelle zone sollecitate | migliore uso del materiale di rinforzo | serve competenza su carichi, vincoli e orientamento del pezzo |
Tabella 6 – Campi applicativi adatti alla CFSYS A500 Pro
| Settore | Esempi di componenti | Perché può essere utile |
|---|---|---|
| Automazione industriale | pinze robotiche, supporti, staffe, dime | riduzione peso e produzione rapida di attrezzaggi personalizzati |
| Linee di assemblaggio | maschere, posizionatori, utensili di montaggio | modifica rapida quando cambia il prodotto da lavorare |
| Robotica | end effector, supporti sensore, bracci secondari | minore massa in movimento e buona rigidità locale |
| Automotive | staffe, canalizzazioni, prototipi funzionali, attrezzaggi | iterazione veloce senza lavorazioni meccaniche complesse |
| Motorsport | componenti leggeri non critici, supporti, dime | tempi di sviluppo ridotti e possibilità di modifiche frequenti |
| Droni e mobilità leggera | supporti, telai secondari, parti rinforzate | rapporto peso/rigidità interessante |
| Ricerca e sviluppo | provini, geometrie di test, dimostratori funzionali | valutazione rapida di materiali, geometrie e strategie fibra |
CFSYS indica tra le aree applicative smart manufacturing, automotive engineering, robotics e low-altitude aviation; BFI3D cita applicazioni come Vorrichtungen, Greifer e prototipi funzionali, cioè attrezzaggi, pinze e parti di prova funzionali.
Tabella 7 – Punti da valutare prima dell’adozione
| Aspetto | Cosa valutare |
|---|---|
| Progettazione | il pezzo va ripensato per fibra continua, non solo ristampato da un file FDM tradizionale |
| Orientamento di stampa | influisce su resistenza, adesione tra layer e disposizione della fibra |
| Percorso fibra | deve seguire le zone realmente sollecitate |
| Materiale matrice | PA, PC, ABS, ASA e PP hanno comportamenti diversi per temperatura, urto e ambiente d’uso |
| Umidità filamento | i materiali tecnici possono perdere qualità se non asciugati correttamente |
| Verifica meccanica | per parti funzionali servono test, non solo dati dichiarati |
| Sostituzione del metallo | possibile in alcune applicazioni, ma non automatica |
| Costo pezzo | dipende da materiale, tempo macchina, fibra utilizzata e scarti |
| Formazione operatori | software e posa fibra richiedono più competenza rispetto a una FDM standard |
Tabella 8 – Sintesi rapida per box nel post
| CFSYS A500 Pro | In breve |
|---|---|
| Tipo macchina | stampante 3D industriale per compositi e fibra continua |
| Aziende coinvolte | CFSYS e BFI3D / BFI Innovation GmbH |
| Punto tecnico principale | integrazione di fibra continua nel pezzo stampato |
| Volume massimo | 408 × 355 × 510 mm |
| Temperatura hotend | fino a 350 °C |
| Camera riscaldata | fino a 65 °C |
| Materiali | PA-CF, PET-CF, ABS-CF, PC, PA, ABS, ASA, PP |
| Fibra continua | nylon-carbonio; vetro e aramide indicati come in sviluppo |
| Software | Bulber |
| Elemento distintivo della Pro | stazione filamento con asciugatura, riscaldamento e alimentazione automatica |
| Applicazioni tipiche | attrezzaggi, greifer, supporti, prototipi funzionali, parti leggere rinforzate |