Nella stampa 3D FFF il controllo della temperatura viene spesso associato al blocco riscaldante dell’hotend. Si imposta un valore nel software, il riscaldatore porta il blocco alla temperatura richiesta e il materiale viene spinto verso l’ugello. Questo schema funziona per molti materiali comuni, ma diventa più delicato quando si lavora con polimeri tecnici, materiali caricati con fibre, compound ignifughi o granuli da stampaggio a iniezione. In questi casi, il valore letto vicino al blocco non sempre coincide con la temperatura effettiva del materiale nel punto in cui esce dall’ugello.
Un brevetto depositato da Robert Bosch GmbH affronta proprio questo punto. La domanda descrive una testina di stampa per stampanti 3D con un anello riscaldato posizionato attorno all’ugello, cioè vicino alla parte finale del percorso di fusione. L’idea non è riscaldare di più tutto l’hotend, ma aggiungere una seconda zona termica localizzata, capace di intervenire dove la temperatura del materiale è più importante per l’adesione al layer precedente. La domanda tedesca è indicata come pubblicata nel maggio 2026.
Perché Bosch interviene sull’ultimo tratto dell’ugello
Il problema tecnico è semplice da spiegare, ma difficile da risolvere bene. Nel processo FFF il materiale deve arrivare all’uscita dell’ugello con viscosità e temperatura adeguate. Se è troppo freddo, scorre peggio, aderisce meno allo strato precedente e può generare parti più deboli. Se è troppo caldo per troppo tempo, può degradarsi, cambiare comportamento o creare difetti di superficie.
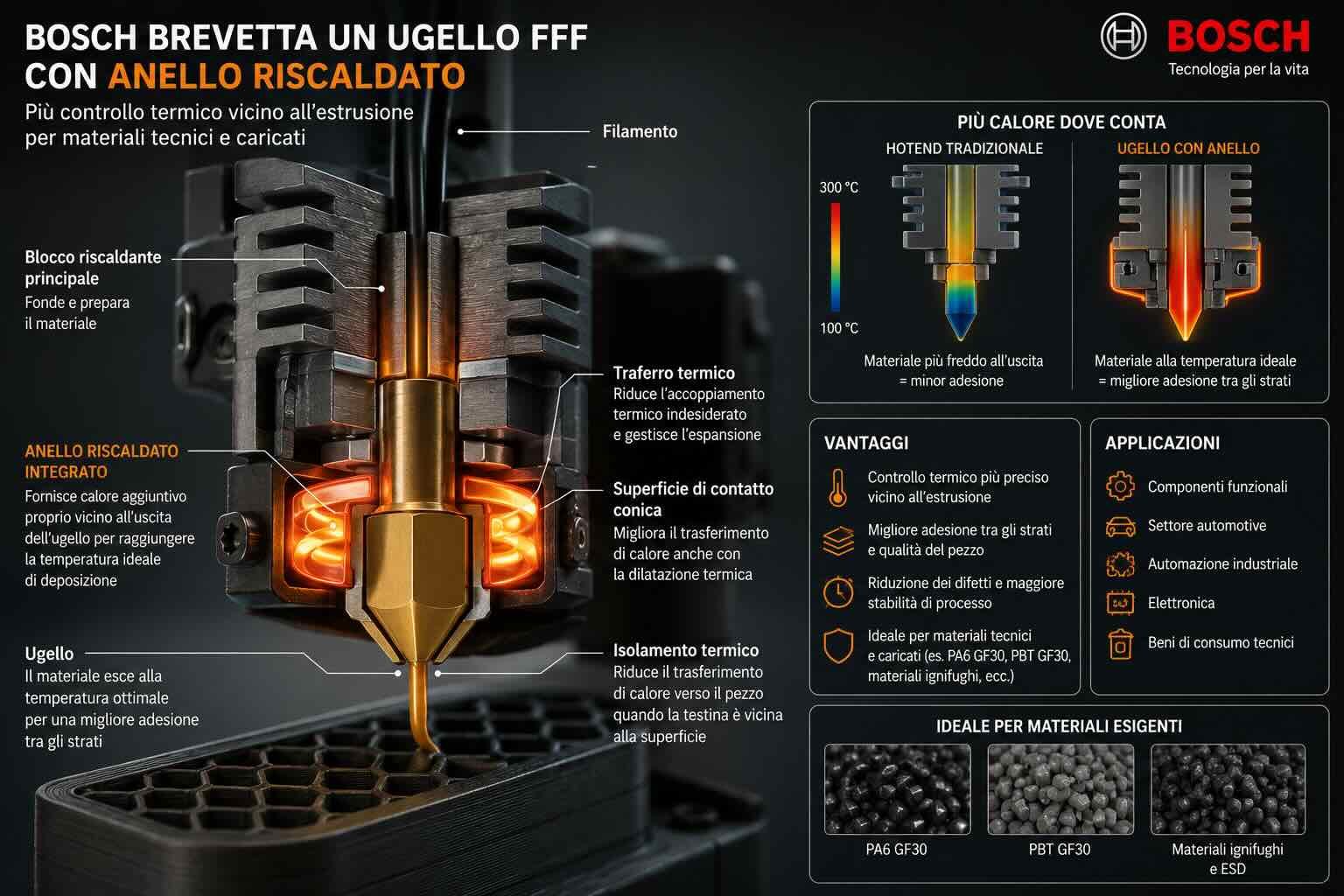
Bosch cita il caso di materiali come poliammide 6 caricata con il 30% di fibra di vetro, spesso lavorata attorno ai 280 °C: secondo la descrizione riportata per il brevetto, la temperatura effettiva dopo l’estrusione può risultare anche fino a 150 °C sotto il valore desiderato. È un divario notevole, soprattutto per parti funzionali dove l’adesione interstrato e la resistenza meccanica sono più importanti dell’aspetto estetico.
La soluzione proposta da Bosch separa due funzioni che nelle macchine FFF tradizionali tendono a essere gestite insieme: preparare la fusione del materiale e portare il materiale alla temperatura più adatta proprio al momento della deposizione. Il materiale può quindi restare a una temperatura più prudente nella camera di fusione superiore, ricevendo energia aggiuntiva solo nella zona finale dell’ugello. Questo approccio può essere utile quando il materiale non tollera lunghi tempi di permanenza ad alta temperatura, come nel caso di alcune poliammidi o di polimeri additivati con ritardanti di fiamma.
Come funziona l’anello riscaldato
Il brevetto descrive una testina che mantiene la struttura principale riscaldata per ammorbidire o fondere il materiale, ma aggiunge un corpo anulare riscaldante vicino alla punta dell’ugello. L’anello contiene elementi di riscaldamento e si trova in contatto termico con la parte dell’ugello attraverso cui passa il materiale prima dell’uscita. In questo modo l’energia viene portata vicino al punto di deposizione, invece di dipendere solo dal calore accumulato più in alto nel blocco.
Il dettaglio più interessante è la massa termica ridotta della zona di intervento. Un blocco riscaldante grande cambia temperatura con lentezza: accumula energia, ma risponde male alle variazioni rapide. Un elemento più piccolo, posto vicino all’ugello, può reagire più rapidamente alle oscillazioni termiche. Per una macchina industriale questo può significare un controllo più fine quando cambiano velocità, portata, traiettoria, spessore del layer o materiale.
Il brevetto include anche alcune soluzioni meccaniche. Tra la testina e l’anello è previsto un traferro per ridurre l’accoppiamento termico indesiderato e tenere conto dell’espansione dei componenti. Viene inoltre descritta una superficie di contatto conica tra anello e ugello, pensata per mantenere un buon trasferimento di calore anche quando le parti si dilatano. Sotto l’ugello o sotto l’anello può essere applicato materiale isolante, come film di poliammide o materiale composito fibroso, per ridurre il trasferimento di calore verso il pezzo quando la testina resta vicina alla superficie stampata.
Perché non basta aumentare la temperatura dell’hotend
Una risposta intuitiva sarebbe alzare la temperatura del blocco riscaldante. Nella pratica, però, questa soluzione può creare altri problemi. Se si scalda tutto il percorso, il materiale rimane più a lungo a temperatura elevata. Con alcuni polimeri questo aumenta il rischio di degradazione, carbonizzazione, variazioni di viscosità, intasamenti o perdita delle proprietà certificate del compound.
Uno studio sulla calibrazione della temperatura dell’ugello nella stampa 3D ha mostrato che la temperatura reale della punta può discostarsi da quella impostata nello slicing: in una prova sperimentale è stata osservata una differenza di 23 °C tra temperatura effettiva dell’ugello e temperatura specificata nel software. Lo stesso lavoro sottolinea che i parametri termici incidono sulla formazione del legame tra strati vicini e quindi sulle prestazioni finali del pezzo.
La questione diventa ancora più complessa perché la temperatura dell’ugello non dipende solo dal valore impostato. Ventole, temperatura ambiente, camera chiusa, geometria dell’hotend, materiale del nozzle, massa termica e velocità di stampa influenzano il profilo termico. Nello stesso studio, la convezione viene indicata come meccanismo dominante di raffreddamento e i modelli proposti dagli autori servono proprio a prevedere meglio la temperatura reale in punta all’ugello.
Il collegamento con i materiali tecnici
La direzione scelta da Bosch ha senso soprattutto se letta dentro il mondo dei polimeri ad alte prestazioni e dei materiali caricati. PEEK, PEI, PA rinforzate, PBT caricati, compound ESD o materiali ignifughi richiedono finestre di processo più strette rispetto a PLA o PETG. Una revisione sui polimeri ad alte prestazioni per FFF osserva che questi materiali sono interessanti per le proprietà meccaniche e termiche, ma restano difficili da processare per temperature elevate, viscosità alta, cristallizzazione, assorbimento di umidità, ritiro e deformazioni.
Bosch ha già un’attività dedicata alla stampa 3D industriale con granuli da stampaggio a iniezione. Bosch Industrial Additive Manufacturing, sostenuta da Bosch Business Innovations, ha introdotto una piattaforma a pellet che utilizza materiali da iniezione e integra essiccazione e stoccaggio del granulo nella macchina. Bosch indica per questa soluzione una camera di lavoro da 420 mm per asse e una unità di fusione capace di processare pellet fino a 420 °C.
Questo contesto aiuta a interpretare il brevetto. Bosch non sta osservando la stampa FFF solo dal punto di vista hobbistico o desktop, ma da quello della produzione con materiali industriali. Sul proprio sito, Bosch Industrial Additive Manufacturing sottolinea l’obiettivo di combinare la libertà geometrica della stampa 3D con la varietà e il costo dei granuli da stampaggio a iniezione. L’azienda cita anche la possibilità di qualificare materiali del cliente, inclusi materiali già usati in produzione, così da proteggere proprietà intellettuale e continuità di processo.
Materiali caricati e requisiti industriali
Il tema dei materiali caricati è centrale. Bosch indica applicazioni con PA6 GF30, materiali con fibra di vetro fino al 50%, TPE ignifughi, PBT GF30 e PA6 CF30 ESD. Questi non sono filamenti standard per prototipi estetici, ma materiali usati quando servono rigidità, resistenza, dissipazione elettrostatica, comportamento al fuoco o continuità con la produzione a iniezione.
La stessa Bosch specifica che lavora con granulati da stampaggio a iniezione, non con un materiale speciale proprietario venduto come consumabile chiuso. Questo è un elemento importante: se un’azienda vuole stampare un componente con lo stesso materiale che usa per produrre a iniezione, la macchina deve gestire granulometria, essiccazione, fusione, viscosità e riempitivi in modo stabile.
In questo tipo di scenario, l’ugello diventa un collo di bottiglia. Materiali caricati con fibre sono più abrasivi, più viscosi e più sensibili alla qualità del trasferimento termico. Se la temperatura cala proprio nel punto di uscita, il materiale può uscire con una consistenza meno adatta al bonding. Se invece si scalda troppo l’intero percorso, il rischio è danneggiare il polimero prima che arrivi alla deposizione.
Un brevetto non equivale a un prodotto pronto
È importante distinguere tra brevetto e prodotto commerciale. Un deposito brevettuale indica una soluzione tecnica protetta o in fase di protezione, ma non significa che il componente sia già presente su una macchina venduta al pubblico. Bosch potrebbe usarlo in una piattaforma interna, integrarlo in una generazione futura di testine, modificarlo oppure non portarlo sul mercato.
Il valore della domanda sta comunque nel problema che evidenzia. La stampa 3D a estrusione sta andando verso portate più alte, materiali più tecnici e componenti funzionali. In questo passaggio, il controllo della temperatura non può restare limitato a “un blocco caldo e un termistore”. Serve capire cosa accade lungo tutto il percorso di fusione, fino agli ultimi millimetri prima della deposizione.
Il controllo termico dell’ugello è una tendenza più ampia
Bosch non è l’unica realtà a lavorare su ugelli più controllati termicamente. Anche Jabil Inc., in un’altra domanda brevettuale, ha descritto un sistema per un ugello FDM con elemento riscaldante a guaina, bobina e controllo più mirato della temperatura, indicando tra i problemi dei design tradizionali la grande massa termica del blocco riscaldante, la lentezza nel riscaldamento e raffreddamento e la difficoltà di concentrare il calore in aree specifiche dell’ugello.
Questo non significa che le due soluzioni siano uguali o collegate. Serve però a mostrare che il settore sta spostando l’attenzione dall’idea di “hotend più potente” a quella di “hotend più controllabile”. Per stampare più velocemente o con materiali più difficili non basta aggiungere watt. Bisogna distribuire il calore nel punto corretto, evitare zone morte, ridurre ritardi termici e impedire che il materiale resti troppo tempo in condizioni sfavorevoli.
Cosa potrebbe cambiare per la qualità dei pezzi
Un controllo migliore della temperatura in punta può influenzare diversi aspetti della stampa:
Adesione tra strati
Se il materiale esce più vicino alla temperatura ideale, può fondersi meglio con il layer precedente. Questo è particolarmente importante per parti strutturali, dove la direzione Z è spesso il punto più debole.
Portata volumetrica
A temperature più controllate, materiali viscosi possono scorrere in modo più prevedibile. Questo può aiutare nelle stampe ad alta velocità o con bead più larghi.
Riduzione della degradazione
Tenere il materiale a temperatura moderata nella zona superiore e riscaldarlo di più solo in uscita può ridurre il tempo di esposizione termica.
Migliore gestione di materiali caricati
Fibre di vetro, fibre di carbonio, cariche minerali e additivi modificano la conduzione termica e la viscosità del materiale. Un controllo locale può aiutare a stabilizzare il processo.
Minor dipendenza dal solo valore impostato nello slicer
La temperatura impostata non sempre descrive ciò che accade al materiale. Un controllo più vicino all’ugello può ridurre questa distanza.
Perché il dettaglio dell’isolamento è importante
L’idea di mettere un anello caldo vicino alla punta dell’ugello introduce anche un rischio: se l’area inferiore della testina diventa troppo calda, può trasferire energia al pezzo stampato in modo indesiderato. Questo può generare rammollimento locale, deformazioni, segni superficiali o adesioni non volute, soprattutto quando la testina passa vicino a piccoli dettagli o resta ferma in una zona.
Per questo il brevetto include riferimenti a materiali isolanti nella parte inferiore dell’anello o dell’ugello. Non è un dettaglio secondario: riscaldare il materiale senza surriscaldare il pezzo è uno degli equilibri più difficili nella stampa FFF ad alta temperatura.
Bosch e la stampa 3D industriale
Il deposito si inserisce in una traiettoria più ampia del gruppo Bosch. Bosch Industrial Additive Manufacturing lavora su una piattaforma a pellet per rendere stampabili materiali industriali da iniezione; Bosch Business Innovations supporta iniziative imprenditoriali interne; Bosch Rexroth ha sviluppato competenze e collaborazioni nell’automazione per la manifattura additiva, incluse soluzioni di controllo e azionamento per sistemi industriali. Bosch Rexroth ha anche raccontato casi in cui la manifattura additiva viene usata per componenti idraulici e processi ibridi, con l’obiettivo di ottenere geometrie difficili da produrre con metodi tradizionali.
Questo ecosistema rende credibile l’interesse di Bosch per una testina più controllata. Un produttore che vuole stampare con granuli, materiali caricati e compound industriali deve lavorare sul processo completo: essiccazione, alimentazione, fusione, pressione, controllo termico, deposizione, software, automazione e ripetibilità.
Cosa resta da capire
Il brevetto non dice ancora quanto questa soluzione migliori davvero la resistenza dei pezzi, la velocità di stampa o la stabilità del processo in una macchina commerciale. Per valutarla servirebbero dati comparativi: prove con e senza anello riscaldato, misure della temperatura reale del materiale in uscita, test meccanici interstrato, analisi su materiali caricati e valutazioni di durata dell’ugello.
Un altro punto riguarda la manutenzione. Aggiungere una zona riscaldata vicino alla punta significa aumentare complessità, cablaggi, isolamento, sensori o controlli. In un ambiente industriale questo è accettabile solo se il vantaggio in qualità, portata o affidabilità supera il costo e la complessità aggiunta.
Il brevetto di Robert Bosch GmbH su un ugello FFF con anello riscaldato va letto come un intervento mirato sul punto più critico del processo: l’uscita del materiale. Invece di scaldare tutto l’hotend e sperare che il materiale arrivi alla temperatura giusta, Bosch propone di aggiungere energia vicino alla deposizione, separando la preparazione della fusione dalla temperatura finale utile al bonding.
Per materiali comuni questa differenza può sembrare sottile. Per poliammidi caricate, polimeri ignifughi, compound ESD, granuli da iniezione e materiali ad alta viscosità può diventare decisiva. La stampa 3D industriale con estrusione non dipende solo da telai rigidi, motori potenti o camere calde: dipende anche dalla capacità di controllare pochi millimetri di materiale fuso nel momento esatto in cui diventano parte del pezzo.
Il brevetto non annuncia da solo una nuova stampante Bosch, ma mostra una direzione tecnica chiara: portare il controllo termico più vicino all’ugello e rendere il processo FFF più adatto a materiali funzionali, caricati e industriali.