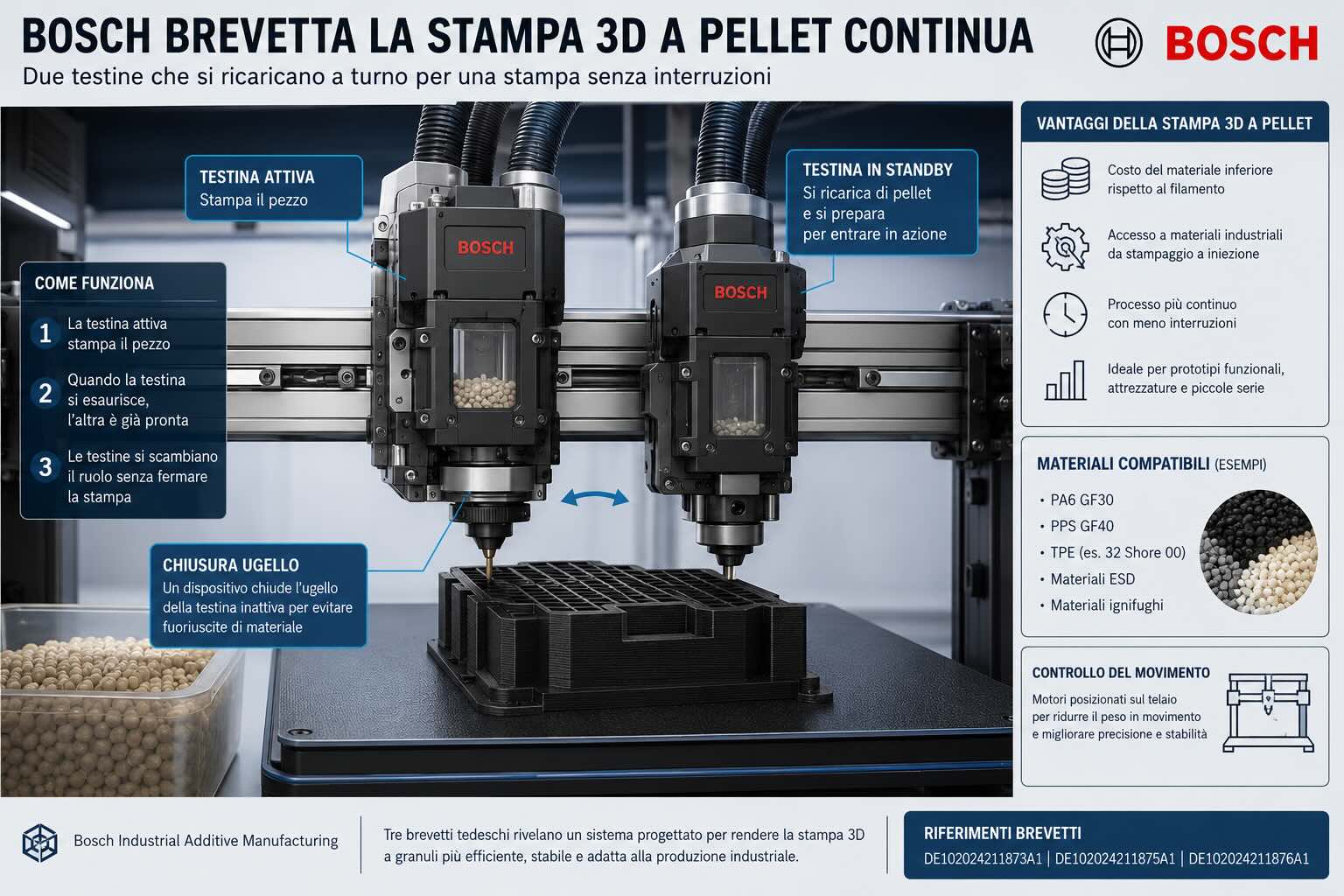
Robert Bosch GmbH ha depositato tre domande di brevetto tedesche che indicano una direzione precisa nel campo della stampa 3D a pellet: rendere il processo più continuo, riducendo o eliminando le interruzioni legate alla ricarica del materiale nelle testine di estrusione.
Le domande citate sono DE102024211873A1, DE102024211875A1 e DE102024211876A1. Tutte ruotano attorno a un tema comune: una stampante 3D a granuli con una o due testine montate su una struttura mobile, sistemi di chiusura degli ugelli e una gestione del movimento pensata per mantenere il processo stabile anche quando una testina deve essere ricaricata.
Non siamo davanti a un annuncio commerciale di una nuova macchina pronta per il mercato. Un brevetto non equivale a un prodotto in vendita. Indica però che Bosch sta lavorando su problemi concreti della stampa 3D polimerica industriale, in particolare su quelli che emergono quando si passa dal filamento ai pellet.
Perché i pellet interessano all’industria
La maggior parte delle stampanti 3D FFF da banco utilizza filamento. È una soluzione ordinata, facile da gestire e adatta a molte applicazioni. Il filamento, però, ha un costo più alto rispetto al granulo industriale e limita l’accesso diretto a molti materiali già usati nello stampaggio a iniezione.
La stampa 3D a pellet parte invece da materiale in granuli, cioè la stessa forma in cui molte aziende acquistano già poliammidi, elastomeri, polimeri caricati fibra vetro, materiali ESD, materiali ignifughi o tecnopolimeri per applicazioni funzionali. Il vantaggio è evidente: usare materiali più vicini a quelli della produzione di serie, ridurre il costo al chilogrammo e avvicinare il prototipo al componente finale.
Bosch Industrial Additive Manufacturing comunica già da tempo questa impostazione con il Bosch Pellet Printer, una macchina pensata per lavorare con pellet da stampaggio a iniezione. L’azienda indica una gamma che va da materiali morbidi come TPE 32 Shore 00 fino a termoplastici rinforzati come PA6 GF30 e materiali ad alte prestazioni come PPS GF40.
Il punto non è solo economico. Per molte aziende, stampare un prototipo nel materiale reale della produzione significa poter fare test più significativi: montaggio, resistenza, comportamento termico, tenuta, infiammabilità, risposta alle vibrazioni e compatibilità con requisiti di settore. Un prototipo in PLA o in un filamento generico può servire per valutare la forma; un componente in granulo tecnico può servire per capire molto di più sul prodotto.
Il problema della continuità nella stampa a granuli
I sistemi a pellet non sono tutti uguali. Alcuni usano viti di estrusione, altri soluzioni a pistone o camere di plastificazione. In ogni caso, una delle difficoltà principali è mantenere costante l’erogazione del materiale.
Quando una testina deve essere ricaricata, quando il materiale deve essere compattato o quando la zona di fusione deve tornare in condizioni stabili, la stampa può subire una pausa. Su un pezzo tecnico, una pausa non è solo una perdita di tempo: può lasciare un segno visibile, creare discontinuità tra due porzioni di materiale, generare zone più deboli o modificare la qualità superficiale.
Chi usa stampanti FFF conosce un problema simile quando cambia bobina o quando l’estrusione non è continua. Nel caso dei pellet, la questione può diventare più delicata perché si lavora con portate più elevate, materiali caricati e componenti che devono avere proprietà meccaniche più vicine a quelle industriali.
Le domande di brevetto Bosch sembrano affrontare proprio questo punto: come costruire una macchina a granuli capace di proseguire il lavoro mentre una parte del sistema di estrusione viene ricaricata.
Due testine per non interrompere il processo
L’idea più comprensibile è l’uso di due testine di stampa. Una testina estrude il materiale e costruisce il pezzo; l’altra può essere preparata, ricaricata o riportata nelle condizioni operative corrette. Quando la testina attiva arriva al punto in cui deve essere ricaricata, la seconda testina prende il suo posto e continua la deposizione.
In pratica, Bosch vuole rendere una macchina a pellet più simile a un sistema di produzione continuo. Non significa necessariamente stampare senza alcuna microinterruzione, ma ridurre l’impatto delle fasi di ricarica sul pezzo.
Questa architettura può avere senso soprattutto per componenti di grandi dimensioni, parti con lunghi percorsi di estrusione o applicazioni in cui il costo del fermo diventa importante. In un contesto industriale, pochi minuti di interruzione possono non sembrare un problema su una singola stampa; diventano però rilevanti quando la macchina deve produrre lotti, dime, attrezzature, componenti funzionali o parti ripetitive.
Una seconda testina introduce anche nuove complessità. Le due unità devono essere allineate, calibrate e gestite dal software. La transizione tra una testina e l’altra deve avvenire senza lasciare difetti evidenti. Il materiale deve uscire alla giusta temperatura e alla giusta pressione. L’ugello inattivo non deve perdere materiale sulla superficie già stampata.
La chiusura dell’ugello come dettaglio decisivo
Una delle domande di brevetto riguarda proprio la chiusura dell’ugello. È un aspetto meno appariscente rispetto alla doppia testina, ma può essere determinante.
Quando una testina è carica di materiale fuso e non sta stampando, c’è il rischio di gocciolamento, colatura o trasudamento del materiale. In una normale stampante FFF, questo effetto può produrre fili, piccoli grumi o difetti superficiali. In una macchina a pellet industriale, con materiali caricati e portate più alte, il problema può diventare più difficile da gestire.
Bosch descrive un dispositivo di chiusura separato per ciascuna testina. La chiusura può essere montata su guide, sulla struttura mobile o direttamente sulla testina. In alcune configurazioni può includere un elemento elastico di tenuta. Lo scopo è chiudere l’uscita dell’ugello durante la ricarica o durante la fase inattiva, evitando che il materiale cada nell’area di lavoro.
Questo dettaglio mostra che il brevetto non si limita al concetto generale di “usare due testine”. Bosch sta cercando di affrontare il comportamento reale del materiale fuso. Nella stampa 3D polimerica, la qualità non dipende soltanto dal movimento degli assi, ma anche dal controllo della pressione interna, della temperatura, della viscosità e del momento esatto in cui il materiale smette o riprende a uscire.
Il movimento della macchina e il peso delle testine
Il terzo elemento riguarda la cinematica. Le domande di brevetto descrivono una macchina con un ponte mobile e più motori dedicati al controllo degli assi. Una parte dei motori può essere collocata sul telaio invece che sulla struttura mobile, così da ridurre la massa in movimento.
Ridurre la massa è importante perché una testina a pellet può essere più pesante di una normale testina per filamento. Se si aggiunge una seconda testina, il problema aumenta. Più massa significa maggiore inerzia, maggiore difficoltà nel mantenere accelerazioni controllate e più rischio di vibrazioni o imprecisioni.
Portare alcuni motori sul telaio può aiutare, ma complica la gestione del movimento. Il software deve compensare le dipendenze tra gli assi e mantenere il posizionamento corretto delle testine. Questo indica che Bosch sta ragionando sull’intera architettura della macchina, non solo sull’estrusore.
Una stampante 3D industriale a pellet deve tenere insieme tre aspetti: alimentazione del materiale, controllo della deposizione e precisione del movimento. Se uno solo di questi elementi non è stabile, il pezzo finale ne risente.
Il collegamento con il Bosch Pellet Printer
Bosch Industrial Additive Manufacturing ha già presentato un sistema a pellet per applicazioni industriali. Il Bosch Pellet Printer nasce per usare granuli da stampaggio a iniezione e per produrre componenti plastici funzionali, prototipi in materiale di serie e piccole serie.
La macchina è stata associata a un ecosistema che comprende hardware, software, database materiali e assistenza. Bosch ha comunicato una soluzione con unità integrata per lo stoccaggio e l’essiccazione dei pellet, una unità di fusione brevettata e un estrusore capace di lavorare fino a 420 °C. Il volume di stampa indicato per la prima soluzione è di 420 mm per asse.
I nuovi brevetti non devono essere letti automaticamente come una nuova versione del Bosch Pellet Printer. Potrebbero riguardare sviluppi futuri, protezione della proprietà intellettuale, macchine interne o varianti progettuali. Tuttavia, si inseriscono in una strategia coerente: rendere la stampa 3D a granuli più adatta all’uso industriale, con meno vincoli di materiale e maggiore continuità di processo.
Materiali industriali e casi applicativi
Bosch presenta il proprio approccio a pellet come una strada per lavorare con materiali già noti nelle catene di fornitura industriali. Tra gli esempi citati dall’azienda ci sono poliammidi rinforzate, PPS GF40, elastomeri tecnici, materiali ESD e materiali ignifughi per il trasporto ferroviario.
Sul fronte applicativo, Bosch Industrial Additive Manufacturing cita casi legati a BMW Motorrad, a componenti per celle a combustibile di Robert Bosch GmbH, a ÖBB – Österreichische Bundesbahnen Technische Services, a WEIDPLAS GmbH e a ZIEHL-ABEGG SE. Sono esempi utili per capire il posizionamento della tecnologia: non oggetti decorativi, ma componenti funzionali, dime, parti per test, elementi tecnici e prototipi in materiali vicini alla produzione.
Questo è un passaggio importante. La stampa 3D a pellet non punta a sostituire la stampa a filamento in ogni contesto. Ha senso quando il materiale conta più della semplicità d’uso, quando il costo al chilogrammo incide sul progetto o quando si vogliono produrre parti con polimeri caricati e proprietà più vicine a quelle dello stampaggio.
Perché la ricarica continua può contare
In una macchina a pellet, il costo del materiale può essere più basso e la portata può essere più alta, ma la produttività reale dipende anche da quanto il processo rimane stabile. Se la macchina deve fermarsi spesso, se l’ugello cola, se la pressione non si ripristina nello stesso modo dopo ogni ricarica, il vantaggio si riduce.
Una gestione a doppia testina potrebbe permettere a un sistema di alternare stampa e ricarica senza trasferire ogni discontinuità sul pezzo. Il vantaggio potenziale non riguarda soltanto la velocità. Riguarda anche la qualità: linee più uniformi, minori segni di ripartenza, minore rischio di difetti in corrispondenza delle pause.
Il concetto può essere interessante anche per lavorazioni con materiali sensibili alla temperatura. Tenere un materiale troppo a lungo in una zona calda può degradarlo. Avere una gestione più controllata della ricarica e della plastificazione può aiutare a ridurre tempi morti e condizioni non ideali.
Un brevetto non è ancora una macchina
Va mantenuta una distinzione chiara: Bosch ha depositato brevetti, non ha annunciato una stampante 3D continua a doppia testina già disponibile. Le grandi aziende depositano brevetti per molti motivi: proteggere sviluppi interni, coprire possibili architetture future, difendere una linea tecnologica o preparare evoluzioni che potrebbero anche non arrivare sul mercato.
Detto questo, il fatto che le domande siano tre e che trattino aspetti complementari — ricarica, chiusura dell’ugello e cinematica — suggerisce un lavoro strutturato. Non sembra un singolo dettaglio isolato, ma una riflessione sulla macchina nel suo complesso.
Per chi segue la produzione additiva industriale, il tema è rilevante. Il mercato non ha bisogno solo di macchine più veloci o materiali più economici. Ha bisogno di sistemi più prevedibili, capaci di produrre parti ripetibili, con meno dipendenza dall’operatore e con una qualità più vicina a quella richiesta in officina.
Cosa può significare per la stampa 3D polimerica
La stampa 3D a pellet rimane una delle aree più interessanti della manifattura additiva polimerica. Il motivo è semplice: l’industria usa già i granuli. Le aziende hanno schede tecniche, fornitori, certificazioni e processi costruiti attorno a quei materiali. Portare gli stessi granuli nella stampa 3D riduce la distanza tra prototipo e produzione.
Il limite storico è il controllo. Le macchine a filamento sono più semplici, ma più lente e più costose sul materiale. Le macchine a pellet possono essere più adatte a parti grandi e funzionali, ma richiedono una gestione più attenta di fusione, portata, pressione e raffreddamento. Bosch sembra lavorare proprio su questa zona intermedia: usare materiale industriale, ma con una macchina più controllata e capace di ridurre le interruzioni.
Se queste soluzioni verranno integrate in prodotti futuri, la stampa 3D a granuli potrebbe diventare più interessante per prototipi funzionali, attrezzature di produzione, componenti per test, piccole serie e applicazioni con materiali caricati. Non sarebbe una sostituzione universale del filamento, ma un ampliamento delle possibilità per chi vuole stampare parti più vicine alla produzione.
La direzione è chiara: portare la stampa 3D polimerica fuori dalla logica del solo prototipo estetico e avvicinarla a componenti tecnici realizzati con materiali di uso industriale. I brevetti Bosch sulla ricarica continua delle testine vanno letti in questo quadro: non come promessa commerciale immediata, ma come tentativo di rendere la stampa 3D a pellet più stabile, più automatizzata e più adatta a un ambiente produttivo.