Chi progetta parti funzionali per la stampa 3D FDM prima o poi incontra un problema molto comune: i fori laterali. Sembrano dettagli semplici, soprattutto quando servono per una vite, un perno, un tassello o un piccolo asse. Nel modello CAD appaiono perfettamente rotondi, puliti e facili da produrre. Una volta stampati, però, possono diventare ovalizzati, schiacciati nella parte superiore, più stretti del previsto o, nei casi peggiori, possono causare crepe nel pezzo.
Il tema è stato affrontato da Slant 3D, azienda statunitense specializzata nella produzione additiva su larga scala con grandi farm di stampanti FDM. L’azienda lavora su parti stampate in migliaia di unità e insiste spesso su un concetto fondamentale: un modello non deve essere soltanto “stampabile”, ma deve essere pensato per il processo di stampa. Questo vale in modo particolare per i fori laterali, perché mettono insieme tre aspetti critici della stampa a filamento: direzione degli strati, ponti senza supporto e tolleranze dimensionali.
Perché un foro laterale è più difficile di un foro verticale
Un foro verticale, cioè orientato lungo l’asse Z della stampante, viene costruito strato dopo strato come una serie di contorni chiusi. Il materiale segue il perimetro del foro e il risultato tende a essere più prevedibile. Il diametro può richiedere una compensazione, perché la plastica estrusa ha sempre un certo spessore e il foro reale può risultare leggermente più piccolo del modello, ma la geometria è relativamente favorevole al processo.
Un foro laterale, invece, attraversa il pezzo in direzione orizzontale. In questo caso la stampante deve costruire una cavità che, a un certo punto, presenta una parte superiore sospesa. Il filamento viene depositato su un vuoto e deve comportarsi come un ponte. Se la campata è breve e la macchina è ben regolata, il ponte può funzionare. Se il foro è più grande, se il materiale è morbido, se la ventilazione non raffredda a sufficienza o se la velocità non è adatta, la plastica cede verso il basso. Il risultato è un foro che non rimane tondo, ma assume una forma più schiacciata o irregolare.
Il secondo problema riguarda la resistenza. Nella stampa FDM il pezzo è formato da linee di materiale sovrapposte. La tenuta tra uno strato e l’altro è spesso il punto più debole, soprattutto quando una vite o un perno esercita una pressione trasversale. Se un foro laterale viene attraversato da linee di strato sfavorevoli, il serraggio può aprire il materiale lungo le interfacce, creando una crepa che parte dal foro e si propaga verso l’esterno.
Il primo rimedio: cambiare l’orientamento del pezzo
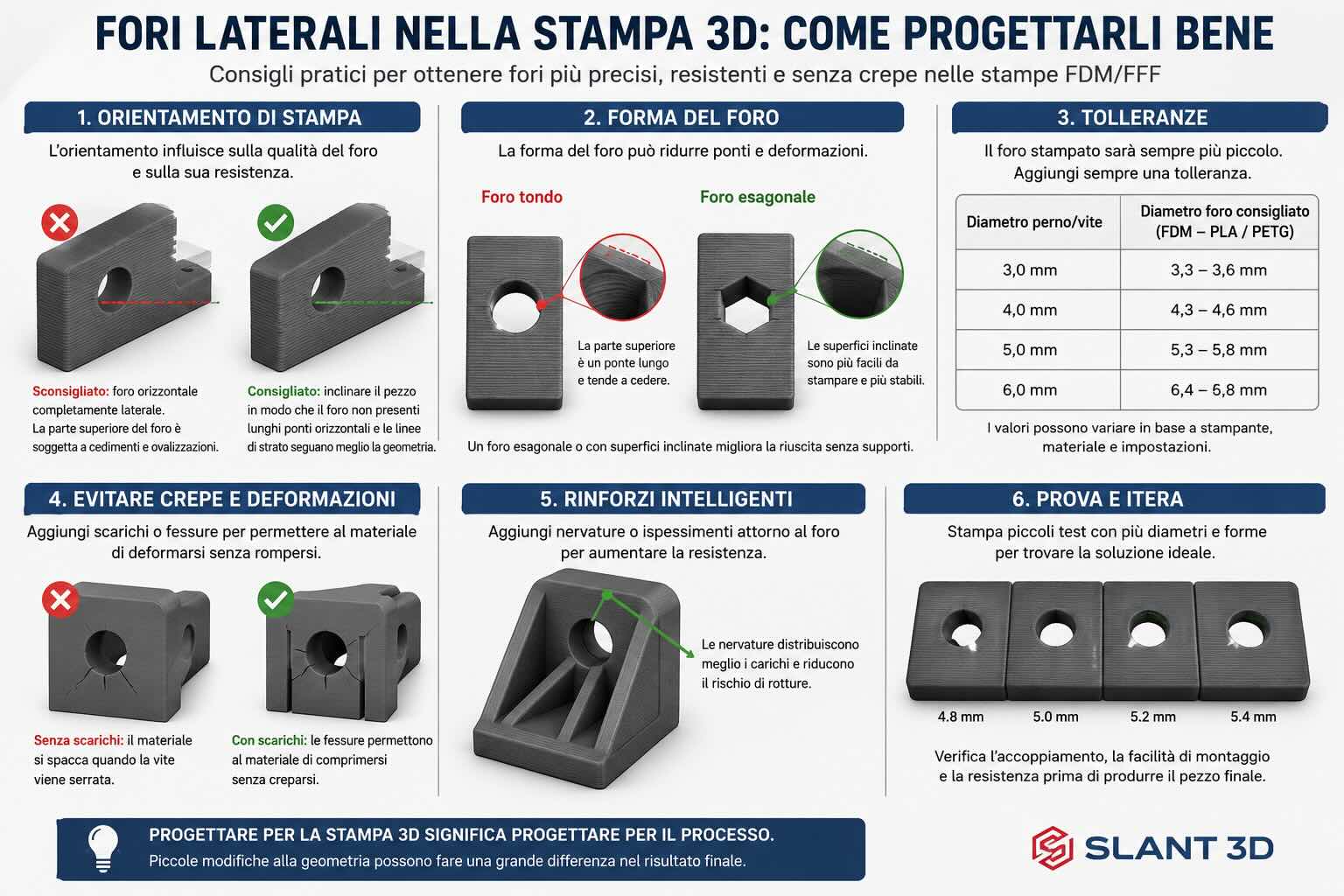
La soluzione più pulita, quando il progetto lo permette, è modificare l’orientamento di stampa. Invece di stampare il pezzo con il foro perfettamente orizzontale, si può inclinare la parte in modo che le linee di strato seguano meglio la geometria del foro. L’obiettivo è evitare che la parte superiore del foro diventi un ponte lungo e ridurre la possibilità che il carico apra il pezzo lungo una singola linea debole.
Questa scelta richiede una valutazione dell’intero componente. Inclinare il pezzo può migliorare il foro, ma può peggiorare altre superfici, aumentare il tempo di stampa o richiedere supporti in zone che prima non ne avevano bisogno. Per questo l’orientamento non va scelto soltanto guardando l’estetica, ma considerando la funzione della parte: dove passerà la vite, dove agirà il carico, quali superfici devono essere precise e quali possono accettare una finitura meno pulita.
Per parti tecniche prodotte in serie, questa fase è ancora più importante. Un foro che funziona una volta su un prototipo può non essere sufficiente quando la stessa parte deve essere stampata centinaia o migliaia di volte. La ripetibilità nasce spesso da una geometria progettata per tollerare piccole variazioni tra stampanti, materiali e lotti di produzione.
Quando il foro tondo non è la forma migliore
La reazione più naturale è disegnare un foro rotondo, perché viti, perni e inserti sono rotondi. Nella stampa FDM, però, il cerchio non è sempre la geometria più adatta quando il foro è laterale. La parte superiore del cerchio crea una zona con sbalzo crescente fino al tratto quasi orizzontale. È proprio lì che il materiale tende a cedere.
Una soluzione pratica è trasformare il foro in una forma più adatta alla stampa. Un foro esagonale, per esempio, può ridurre il problema degli sbalzi perché le pareti superiori sono inclinate invece che orizzontali. In molti casi una vite o un perno possono ancora funzionare, soprattutto se il foro deve guidare, bloccare o ricevere un elemento filettato. Gli spigoli dell’esagono offrono anche piccole zone di scarico dove il materiale spostato dalla vite può trovare spazio senza spingere troppo verso l’esterno.
Un’altra possibilità è usare fori a goccia, fori a diamante o geometrie con piccole superfici inclinate. Queste forme non sempre sono esteticamente identiche a un foro tondo, ma possono essere molto più affidabili. Il punto non è disegnare il foro più bello sullo schermo, ma quello che esce meglio dalla stampante e mantiene la funzione richiesta.
Tolleranze: il foro progettato non è sempre il foro stampato
Un errore frequente consiste nel disegnare un foro dello stesso diametro della vite o del perno che dovrà entrarci. Se il perno misura 5 mm, il foro da 5 mm raramente garantisce un accoppiamento corretto. La stampa FDM introduce variazioni dovute a larghezza di linea, altezza layer, temperatura, materiale, compensazione del flusso e comportamento del filamento durante il raffreddamento.
Nei fori laterali il problema è amplificato perché il cedimento della parte superiore riduce lo spazio utile. Per questo conviene progettare sempre con una tolleranza adeguata alla funzione. Un foro per passaggio libero richiederà più margine rispetto a un foro destinato a bloccare un perno per attrito. Un foro per vite autofilettante dovrà tenere conto della compressione del materiale, mentre un foro destinato a ricevere un inserto richiederà quote diverse e, spesso, una post-lavorazione o un montaggio a caldo.
La regola pratica è semplice: prima di produrre un’intera serie, conviene stampare piccoli campioni di prova con più diametri e più forme. Un provino con fori da 4,8 mm, 5,0 mm, 5,2 mm e 5,4 mm può far risparmiare tempo rispetto a una lunga sequenza di pezzi completi sbagliati.
Schlitze, tagli e zone di scarico per evitare crepe
Quando una vite entra in un foro stampato in 3D, il materiale non si comporta come un metallo lavorato a macchina. La plastica si comprime, si sposta e può aprirsi lungo le linee di strato. Per ridurre il rischio di crepe si possono aggiungere piccole zone di scarico.
Una tecnica consiste nel disegnare sottili fessure verticali vicino al foro. Queste fessure consentono al materiale di deformarsi in modo controllato quando la vite entra. Invece di spaccarsi in modo casuale, il pezzo ha una zona progettata per assorbire la pressione. Se posizionate bene, le fessure possono anche rimanere nascoste dietro una parete frontale, mantenendo un aspetto pulito all’esterno.
La stessa logica può essere applicata a fori destinati ad accogliere perni a scatto o elementi da montare a pressione. In questi casi non sempre serve aumentare il diametro del foro: a volte è più utile rendere il foro leggermente flessibile. Piccole lamelle, pareti elastiche o tagli di alleggerimento possono fornire una presa costante senza costringere la plastica a rompersi.
Fori filettati: attenzione alla parte superiore
I fori filettati stampati direttamente nel pezzo sono comodi, ma non sempre affidabili. In verticale funzionano meglio perché il profilo della filettatura viene costruito in modo più regolare. In orizzontale la zona superiore del filetto può diventare un insieme di piccoli ponti difficili da stampare con precisione. Il risultato può essere una filettatura sporca, fragile o troppo stretta.
Una possibile correzione è eliminare parte del materiale nella zona superiore e inferiore del foro, lasciando lavorare soprattutto i fianchi laterali della filettatura. In molte applicazioni sono proprio i fianchi a guidare e trattenere la vite, mentre la parte superiore deformata aggiunge attrito inutile e peggiora il risultato. Non è una soluzione universale, ma è un buon esempio di progettazione orientata alla stampa: si rimuove ciò che la macchina stampa male e si lascia ciò che serve davvero alla funzione.
Per parti soggette a smontaggi frequenti, conviene valutare inserti filettati a caldo, boccole, dadi incassati o elementi metallici. La stampa 3D può realizzare la sede, mentre il metallo gestisce il filetto e l’usura.
Rinforzare il foro senza riempire tutto il pezzo
Un foro indebolisce sempre la sezione del componente. Nella stampa FDM questo effetto può diventare più marcato perché il carico può concentrarsi su poche linee di materiale. Aumentare l’infill non è sempre la risposta migliore: spesso la resistenza del foro dipende più dai perimetri e dalla geometria locale che dal riempimento interno.
Una strategia utile è aggiungere dettagli attorno al foro che costringano lo slicer a generare più pareti. Piccoli tagli, nervature o variazioni di spessore possono modificare il percorso degli estrusori e creare una zona più robusta proprio dove serve. In pratica, si progetta il pezzo in modo che lo slicer non tratti il foro come un semplice vuoto dentro una parete sottile, ma come una regione strutturale.
Bisogna però evitare di creare una linea continua di debolezza. Un rinforzo posizionato male può diventare una guida per la frattura. Le nervature e i tagli devono interrompere il percorso della crepa, non offrirle una strada più facile.
Il ruolo dei supporti: utili, ma non sempre la scelta migliore
Si potrebbe pensare di risolvere i fori laterali aggiungendo supporti. In alcuni casi funziona, ma non è sempre la soluzione più efficiente. I supporti dentro un foro piccolo sono difficili da rimuovere, possono lasciare segni sulla superficie interna e possono alterare la misura finale. Se il foro deve accogliere una vite o un perno, la superficie rovinata dal supporto può creare più problemi di quelli che risolve.
Per questo la progettazione senza supporti è spesso preferibile. Un foro esagonale, un orientamento diverso, una parte superiore inclinata o una piccola modifica della geometria possono evitare il supporto e produrre una sede più pulita. La stampa diventa più semplice, il post-processing diminuisce e il risultato è più prevedibile.
Progettare per la funzione, non solo per il CAD
Il messaggio più utile del lavoro divulgativo di Slant 3D è che la progettazione per la stampa 3D non coincide con la modellazione di una forma ideale. Una parte FDM va pensata tenendo conto di come il materiale viene depositato. I fori laterali sono un caso perfetto: nel CAD sono perfetti, ma nella realtà dipendono da gravità, raffreddamento, orientamento, larghezza di estrusione e adesione tra layer.
Per il maker che stampa un singolo pezzo, questi accorgimenti riducono tentativi e sprechi. Per chi produce piccole serie o componenti destinati alla vendita, diventano ancora più importanti perché incidono su tempi, scarti e affidabilità. Un foro progettato male può costringere a ripassare ogni pezzo con un trapano, rompere parti durante il montaggio o creare tolleranze diverse tra una stampa e l’altra.
La soluzione non è una sola. A volte basta ruotare il pezzo. In altri casi conviene cambiare forma al foro. In altri ancora servono tagli di scarico, rinforzi locali, lamelle flessibili o inserti metallici. La scelta giusta dipende dalla funzione del foro: passaggio libero, accoppiamento a pressione, vite autofilettante, perno mobile, cerniera o sede filettata.
Il vantaggio della stampa 3D è proprio questo: la geometria può essere adattata al processo. Un foro non deve per forza imitare quello ottenuto con trapano o stampaggio a iniezione. Può essere progettato per essere stampato meglio, montato più facilmente e resistere più a lungo.