La stampa 3D FFF, o fabbricazione a filamento fuso, viene usata ogni giorno per prototipi, attrezzature, componenti funzionali, dime, parti tecniche e piccole serie. Proprio per questo il tema della precisione non può essere ridotto alla domanda “la stampante è calibrata?”. Una parte può avere dimensioni accettabili ma presentare errori di forma, planarità, orientamento, posizione o battimento che ne compromettono l’uso in un assieme.
Un gruppo di ricerca dell’Università degli Studi della Campania “Luigi Vanvitelli” e dell’Università degli Studi di Salerno ha affrontato il problema con un approccio metrologico più strutturato. Lo studio, pubblicato su Progress in Additive Manufacturing, si intitola “Assessment of geometric variations in fused filament fabrication: impact of material and process setting” ed è firmato da Ramisha Sajjad, Mario Brandon Russo, Alessandro Greco e Salvatore Gerbino. Il lavoro analizza come densità di riempimento, scala del modello e tipo di materiale influenzino le deviazioni geometriche in parti FFF.
Il punto interessante è che lo studio non guarda solo alle dimensioni lineari. Gli autori usano logiche di GD&T, cioè Geometric Dimensioning and Tolerancing, per valutare forma, orientamento e posizione delle caratteristiche geometriche. Questo avvicina la stampa 3D FFF a un modo di ragionare più vicino alla progettazione meccanica e al controllo qualità industriale.
Perché parlare di tolleranze e non solo di “precisione”
Nel linguaggio comune si dice spesso che una stampante 3D “è precisa” o “non è precisa”. In realtà, per un progettista o per un laboratorio, questa frase dice poco. Una parte può essere corretta in altezza ma fuori planarità; può avere un foro di diametro quasi giusto ma con errore di posizione; può rispettare una quota esterna ma presentare un profilo inclinato più lontano dal CAD di quanto previsto.
Gli standard GD&T servono proprio a separare questi aspetti. ASME Y14.5 definisce simboli, regole, requisiti e pratiche per indicare e interpretare tolleranze geometriche su disegni tecnici, modelli digitali e documenti di progetto. Anche ISO 1101:2017 rientra nel quadro delle specifiche geometriche di prodotto e riguarda tolleranze di forma, orientamento, posizione e battimento.
Applicare questo modo di misurare alla FFF è utile perché molte parti stampate in 3D non lavorano da sole. Devono accoppiarsi con viti, inserti, guide, sedi, cuscinetti, carter, staffe o altri componenti. In questi casi non basta che la parte “somigli” al modello 3D: deve rientrare in un intervallo di variazione compatibile con la funzione.
Che cosa hanno testato i ricercatori
Il gruppo ha progettato due geometrie semplici: una geometria prismatica e una geometria di rivoluzione. La scelta non è casuale: forme semplici rendono più leggibile l’errore e permettono di separare meglio le caratteristiche verticali, orizzontali e inclinate. Gli autori spiegano che l’obiettivo era costruire un catalogo di tolleranze sperimentali, utile a stimare le deviazioni geometriche in base a materiale e parametri di processo.
I parametri variati sono tre:
- densità di infill al 25%, 50% e 75%;
- scala del modello a 1:1, 1,5:1 e 2:1;
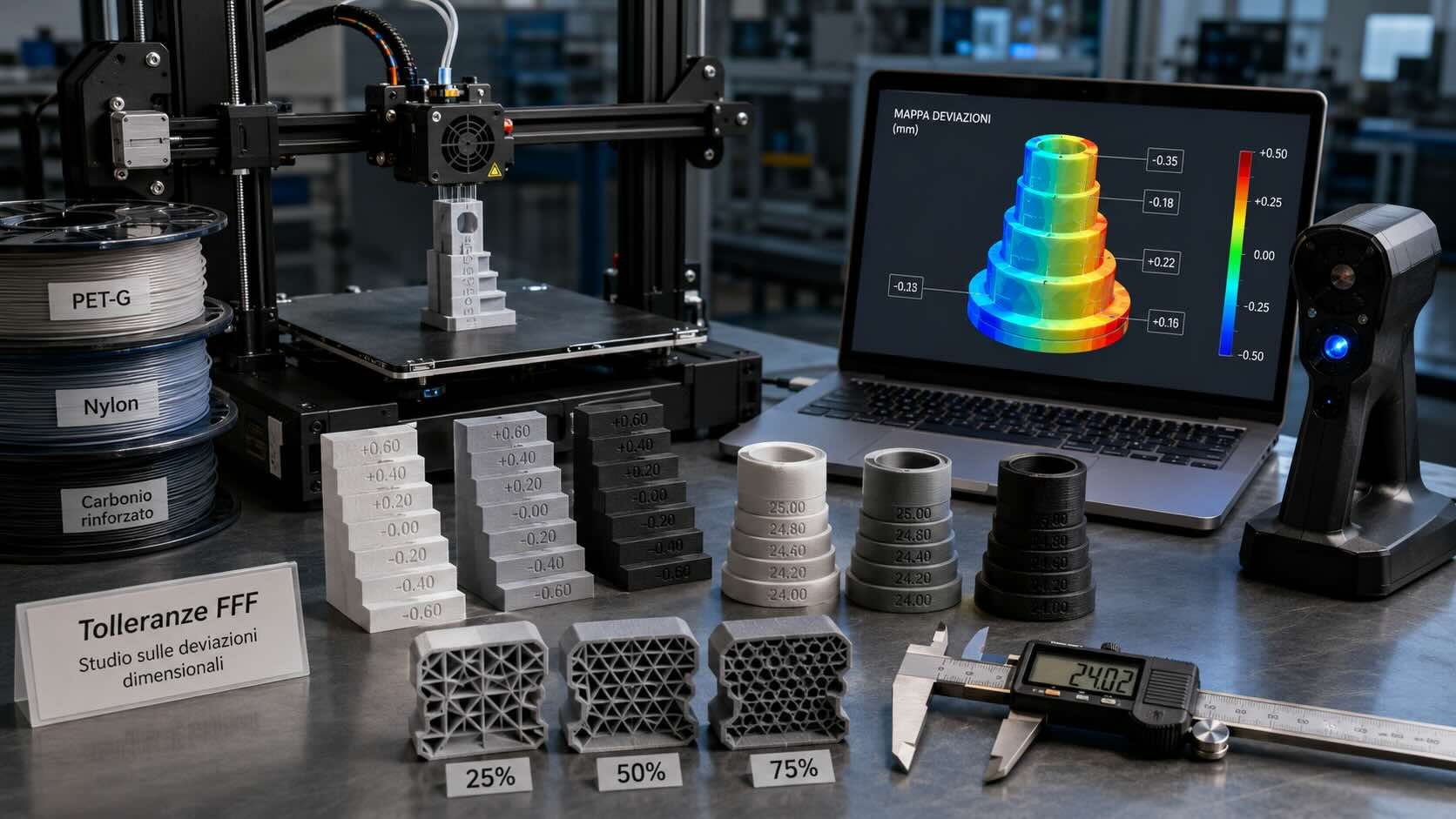
- quattro materiali: PET-G, PET-G CF, Nylon e Nylon CF.
In totale sono stati prodotti 120 campioni, poi acquisiti con scansione laser 3D e confrontati con i modelli CAD. Lo studio raggruppa le deviazioni in base all’orientamento delle feature: verticali, orizzontali e inclinate.
Le aziende e gli strumenti coinvolti
La parte sperimentale ha usato un ecosistema abbastanza riconoscibile per chi lavora con FFF professionale e controllo metrologico.
Per la stampa è stato impiegato un sistema Ultimaker S5 Pro Bundle, con slicing in Ultimaker Cura 5.3.0. I parametri di stampa sono stati mantenuti fissi seguendo le impostazioni raccomandate dai produttori dei materiali, con altezza layer di 0,2 mm. La piattaforma UltiMaker S5 è una macchina a doppia estrusione compatibile con materiali tecnici, compositi con fibra di carbonio e una gamma ampia di filamenti; il volume di costruzione dichiarato è 330 × 240 × 300 mm.
Per i materiali sono stati usati filamenti da 2,85 mm: Nylon trasparente UltiMaker PA6, PET-G blu UltiMaker, Polymaker Nylon CF e Kimya PET-G CF. La scelta è interessante perché mette a confronto famiglie diverse: PET-G più stabile e facile da stampare, Nylon più resistente e tenace ma igroscopico, versioni caricate con fibra di carbonio per valutare l’effetto del rinforzo.
Per la misura è stato utilizzato uno scanner laser FreeScan UE Pro di Shining 3D, con acquisizioni di circa 3–5 minuti per campione, e il confronto geometrico è stato eseguito con Geomagic Control X. Il FreeScan UE Pro è presentato da Shining 3D come scanner metrologico portatile con accuratezza fino a 0,02 mm con marker. Geomagic Control X, oggi nel portafoglio Hexagon, è un software per ispezione basata su scansione 3D, confronto CAD-scan, analisi delle deviazioni e automazione dei controlli.
Il problema nascosto: scalare il file nello slicer
Uno dei risultati più utili per chi stampa tutti i giorni riguarda la scala del modello. Aumentare le dimensioni del pezzo ha peggiorato in modo particolare le superfici inclinate. Secondo gli autori, il problema non dipende solo dalla stampante o dal materiale, ma anche dal flusso digitale: nel caso studiato, i modelli STL sono stati scalati nello slicer, quindi dopo la tessellazione della geometria CAD.
Questo passaggio conta molto. Un file STL non contiene superfici matematiche perfette, ma una rappresentazione triangolata. Quando si ingrandisce un STL già tessellato, si amplificano anche le approssimazioni della mesh. Se poi la superficie è inclinata o conica, l’effetto “facettato” diventa più evidente e può tradursi in deviazioni maggiori rispetto al modello nominale. Gli autori collegano l’aumento degli errori nelle feature inclinate proprio alla combinazione tra scala, tessellazione e contrazione termica del materiale durante il raffreddamento.
La raccomandazione pratica è semplice: se una parte deve essere ingrandita e contiene superfici inclinate importanti, è meglio scalare il modello nel CAD prima di esportare l’STL, invece di ingrandire direttamente il file nello slicer. Lo studio suggerisce questo passaggio per ridurre errori cumulativi nelle feature inclinate.
L’infill non cambia tutto, ma conta per alcune superfici
La densità di riempimento è uno dei parametri più discussi nella stampa 3D FFF. Aumentare l’infill significa usare più materiale, allungare i tempi di stampa e ottenere in genere una parte più robusta. Ma dal punto di vista geometrico l’effetto non è uniforme.
Lo studio mostra che l’aumento dell’infill non ha un impatto forte sulle deviazioni verticali e inclinate, mentre può migliorare alcune caratteristiche orizzontali. Questo è un risultato utile perché evita una semplificazione frequente: aumentare il riempimento non rende automaticamente tutta la parte più precisa. Può aiutare dove la geometria beneficia di un supporto interno maggiore, ma non corregge da sola errori legati a scala, orientamento, materiale o tessellazione.
Per il progettista significa che l’infill non dovrebbe essere usato come “manopola universale” della qualità. Se il problema è una superficie inclinata che si discosta dal CAD, salire dal 25% al 75% di riempimento potrebbe non risolvere. Se il problema è una superficie orizzontale, invece, una struttura interna più densa può contribuire a migliorare la stabilità locale.
PET-G, Nylon e fibra di carbonio: il materiale cambia la geometria
Un altro punto importante riguarda il materiale. Le parti FFF non si deformano tutte allo stesso modo. PET-G e Nylon hanno comportamenti diversi durante estrusione, raffreddamento e solidificazione. Il Nylon, in particolare, è più sensibile all’umidità e può presentare maggiore variabilità se non viene gestito con attenzione.
Lo studio conferma che la scelta del materiale ha un ruolo importante nella precisione geometrica. I materiali rinforzati con fibra di carbonio tendono a ridurre molte deviazioni, soprattutto nelle caratteristiche verticali. La spiegazione è legata a due fattori: maggiore rigidezza e minore coefficiente di espansione termica. In pratica, il materiale si muove meno durante il raffreddamento e resiste meglio alle deformazioni.
Questo però non significa che la fibra di carbonio migliori tutto in ogni condizione. Gli autori segnalano anche casi in cui alcune feature mostrano un lieve peggioramento con il rinforzo, collegato all’anisotropia del materiale e alla direzione delle fibre. La fibra di carbonio aiuta, ma introduce una direzionalità che deve essere considerata nella progettazione e nell’orientamento della parte.
Perché il Nylon è più delicato da interpretare
Il Nylon è molto apprezzato per resistenza, tenacità e comportamento funzionale, ma dal punto di vista dimensionale richiede più attenzione. Lo studio richiama il fatto che il Nylon è igroscopico e può comportarsi in modo più variabile rispetto al PET-G.
In officina questo si traduce in una regola pratica: il Nylon non andrebbe trattato come un PLA tecnico qualsiasi. Va conservato asciutto, stampato con profili corretti e, quando la precisione è importante, misurato con criterio. La versione caricata fibra di carbonio può migliorare la stabilità, ma non elimina la necessità di controllare processo, umidità, temperatura e orientamento.
Per parti funzionali, il Nylon resta un materiale molto utile. Ma quando il componente deve rispettare tolleranze geometriche strette, il vantaggio meccanico va bilanciato con il comportamento di stampa.
Il catalogo di tolleranze: perché può servire ai progettisti
Il contributo più pratico dello studio è la creazione di un catalogo di tolleranze geometriche. Non è una tabella universale valida per ogni stampante e ogni filamento, ma una base sperimentale costruita su combinazioni specifiche di materiale, scala e infill. L’obiettivo è aiutare progettisti e produttori a scegliere valori realistici di tolleranza in funzione della configurazione di stampa.
Questo è un passaggio importante per la FFF professionale. Spesso, nei modelli CAD, si impostano tolleranze come se il pezzo dovesse essere lavorato a CNC o stampato con un processo più controllato. Poi, quando si passa alla FFF, il risultato non corrisponde. Un catalogo di deviazioni aiuta a evitare due errori opposti: specificare tolleranze troppo strette, che aumentano scarti e rilavorazioni, oppure tolleranze troppo larghe, che rendono il componente poco affidabile nell’assieme.
Per un service, un laboratorio o un reparto tecnico interno, questo tipo di dati può diventare una guida per preventivi, scelta del materiale, progettazione delle interfacce e piano di controllo qualità.
Cosa significa per chi progetta parti FFF
Il messaggio pratico dello studio è chiaro: la precisione FFF non dipende da un solo parametro. Materiale, scala, infill, orientamento delle superfici e flusso CAD-slicer lavorano insieme. Pensare di correggere tutto con una calibrazione generale della macchina è limitante.
Per chi progetta componenti a filamento, alcune indicazioni sono immediate. Se una parte deve essere grande e contiene superfici inclinate, la preparazione del file diventa critica. Se la parte deve restare leggera, aumentare l’infill potrebbe non valere il costo in tempo e materiale se la feature critica è verticale o inclinata. Se la precisione geometrica è prioritaria, i materiali caricati fibra di carbonio possono essere preferibili, soprattutto su parti grandi, ma vanno valutati feature per feature.
Questo approccio sposta la FFF da “stampo e vedo se va bene” a una progettazione più ragionata. Non elimina la necessità di test, ma riduce la parte di tentativi casuali.
Un limite importante: i risultati valgono nel dominio testato
Lo studio non pretende di dare una legge assoluta per tutte le stampanti FFF. Gli autori lavorano con una macchina specifica, materiali specifici, due geometrie, altezza layer di 0,2 mm e un determinato flusso di misura. Nelle conclusioni viene indicata la necessità di ampliare le prove a più parametri, materiali e condizioni, proprio perché la geometria finale dipende da molte variabili.
Questo limite non riduce il valore del lavoro. Anzi, lo rende più utile: mostra un metodo replicabile. Altri laboratori potrebbero costruire cataloghi simili per le proprie macchine, i propri materiali e i propri profili. In un contesto produttivo, una tabella interna basata su test reali può valere più di una dichiarazione generica di accuratezza fornita dal produttore della stampante.
Dalla stampa 3D amatoriale alla qualifica industriale
Il tema delle tolleranze è uno dei passaggi necessari per portare la FFF in applicazioni più tecniche. Finché si stampano prototipi visivi, un errore di forma può essere accettabile. Quando invece una parte deve montare su un telaio, accogliere un inserto, lavorare in coppia con un componente meccanico o mantenere un riferimento geometrico, l’errore deve essere previsto e controllato.
Questo studio indica una direzione concreta: misurare le parti con strumenti metrologici, classificare le deviazioni secondo GD&T, collegare gli errori a materiale e processo, poi usare i dati per progettare tolleranze più realistiche. Il risultato non è una promessa di precisione assoluta, ma uno strumento per decidere meglio.
Per la stampa 3D a filamento è un passaggio maturo. Non basta più dire che un materiale è “tecnico” o che una stampante è “professionale”. Bisogna sapere quali feature sono affidabili, quali peggiorano con la scala, quali migliorano con l’infill e quali materiali riducono davvero la variabilità.
Il lavoro di Ramisha Sajjad, Mario Brandon Russo, Alessandro Greco e Salvatore Gerbino mette ordine in un problema che molti utenti FFF conoscono bene: due parti stampate con lo stesso file possono funzionare in modo diverso se cambiano materiale, scala o impostazioni. La differenza non è sempre evidente guardando il pezzo, ma emerge quando si misura la geometria in modo strutturato.
La lezione più utile riguarda la fase di progettazione. Una parte FFF non dovrebbe essere disegnata e tollerata come se il processo fosse neutro. Il processo lascia una firma: sulle superfici inclinate, sulle superfici orizzontali, sui materiali rinforzati, sui polimeri più sensibili e sulle geometrie scalate.
Per chi usa la stampa 3D come strumento produttivo, il valore dello studio sta proprio qui: non offre una scorciatoia, ma un metodo per definire tolleranze più realistiche. La FFF può produrre parti funzionali, ma la qualità geometrica va progettata prima della stampa, non corretta soltanto dopo.