Stampa 3D FDM e vibrazioni: uno studio analizza travi composite a strati in PLA, PETG e ABS
La stampa 3D FDM viene spesso valutata attraverso prove di trazione, flessione, impatto o resistenza termica. Sono dati utili, ma non raccontano tutto. Un supporto, un braccio robotico, una staffa, una copertura tecnica o un elemento strutturale leggero possono rompersi non solo per un carico statico eccessivo, ma anche perché entrano in risonanza durante l’uso. Per questo motivo l’analisi delle vibrazioni sta diventando un tema sempre più importante nella progettazione di parti polimeriche stampate in 3D.
Uno studio pubblicato sul Gümüşhane University Journal of Science and Technology affronta proprio questo punto: come cambiano le frequenze naturali e lo smorzamento quando una trave stampata in 3D viene realizzata non con un solo materiale, ma con combinazioni stratificate di PETG, PLA e ABS. L’articolo scientifico è firmato da Hilal Doğanay Katı, della Bursa Technical University, ed è intitolato “Fabrication and experimental modal analysis of layered composite beams using 3D printing”. La pubblicazione è nel volume 16, numero 2, 2026, del giornale turco, con DOI 10.17714/gumusfenbil.1806539.
Perché l’analisi modale è importante nei pezzi stampati in 3D
Una parte stampata in 3D può sembrare rigida quando viene piegata a mano, ma comportarsi in modo diverso quando è montata su una macchina in movimento. Motori, ventole, assi lineari, riduttori, utensili, rotori, eliche, trasmissioni e cicli ripetitivi possono generare vibrazioni. Se la frequenza di eccitazione si avvicina a una delle frequenze naturali del componente, il pezzo può amplificare il movimento invece di attenuarlo.
Questo fenomeno è la risonanza. In un’applicazione reale può tradursi in rumore, perdita di precisione, allentamento di fissaggi, fatica del materiale o danneggiamento progressivo. Una staffa per sensori, un supporto per una telecamera, un braccio di drone o un componente di robotica non devono essere solo “abbastanza resistenti”: devono anche lavorare lontano dalle frequenze critiche del sistema.
Lo studio sottolinea che molte ricerche sui componenti FDM si sono concentrate sulle proprietà meccaniche tradizionali, mentre il comportamento dinamico sotto carichi variabili rimane meno esplorato. Per colmare questa lacuna, l’autrice ha misurato frequenze naturali, forme modali e rapporti di smorzamento di travi stampate con materiali singoli e combinazioni stratificate.
Cosa è stato stampato
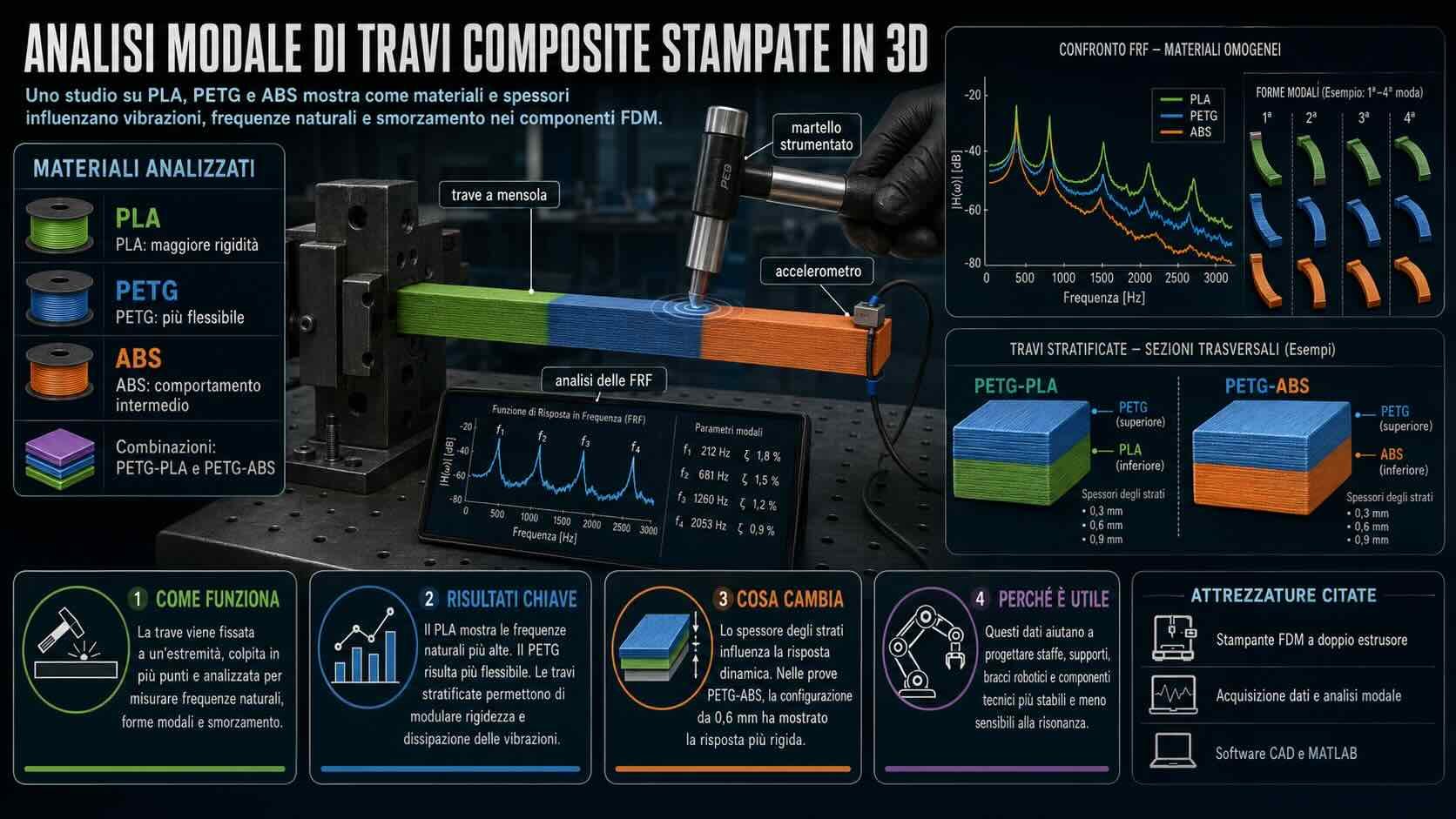
La ricerca ha usato provini a forma di trave lunghi 200 mm, larghi 15 mm e alti 3 mm. Durante la prova, 50 mm della trave sono stati bloccati in una morsa, lasciando una lunghezza libera effettiva di 150 mm. Questa configurazione, detta a mensola, è molto comune nelle prove vibrazionali perché permette di osservare con chiarezza i primi modi di flessione.
Le travi sono state progettate in SolidWorks, preparate con il software di slicing ideaMaker e stampate con una Raise3D Pro2, una stampante FDM a doppio estrusore. I materiali considerati sono stati ABS, PLA e PETG, sia da soli sia in combinazioni stratificate. Tutti i campioni sono stati prodotti con altezza layer di 0,2 mm, ugello da 0,4 mm e riempimento al 100%, così da ridurre l’effetto di variabili legate all’infill.
Questo punto è importante: non si parla di pezzi alleggeriti con riempimenti a griglia, ma di provini pieni, pensati per confrontare soprattutto il ruolo del materiale e della stratificazione. Lo studio non cerca quindi di dimostrare che una geometria reticolare smorzi meglio di un’altra, ma di capire come si comportano materiali diversi quando vengono alternati in strati continui.
I materiali testati: PLA, PETG e ABS
Il PLA è spesso scelto per la facilità di stampa e per la buona rigidità. Il PETG offre maggiore duttilità e una buona resistenza chimica rispetto al PLA, ma tende a essere meno rigido. L’ABS è più impegnativo da stampare, perché richiede temperature maggiori e può deformarsi durante il raffreddamento, ma resta un materiale molto usato per parti tecniche.
Nello studio, i parametri di stampa sono stati adattati ai singoli materiali: ABS e PETG sono stati estrusi a 240 °C, mentre il PLA a 205 °C; il piano è stato impostato a 100 °C per ABS, 55 °C per PLA e 80 °C per PETG. La velocità di stampa è stata pari a 60 mm/s per ABS e PLA e 45 mm/s per PETG.
Le combinazioni stratificate principali sono state PETG-ABS e PETG-PLA. Nei campioni a tre strati, il PETG è stato usato come strato esterno, mentre ABS o PLA sono stati collocati al centro. Per PETG-ABS sono state provate diverse configurazioni con spessori di strato da 0,5 mm, 0,6 mm e 1 mm.
Il problema della compatibilità tra materiali
Uno degli aspetti più interessanti dello studio riguarda ciò che non ha funzionato. L’autrice ha provato anche a realizzare travi stratificate ABS-PLA, ma la combinazione ha mostrato problemi di adesione tra layer, delaminazione, deformazioni, tensioni interne, difetti superficiali e difficoltà di ottimizzazione dei parametri. Una trave a due strati ABS-PLA è stata ottenuta, ma i campioni con più strati hanno continuato a delaminare e non sono stati sottoposti all’analisi modale.
Questo risultato è molto utile per chi stampa davvero: non tutte le combinazioni multimateriale sono automaticamente valide solo perché una stampante ha due estrusori. La compatibilità termica e l’adesione tra polimeri restano decisive. ABS e PLA hanno temperature di lavorazione, ritiri e comportamenti di raffreddamento diversi; accoppiarli in una struttura sottile può generare interfacce deboli.
Per la stampa 3D multimateriale, quindi, la domanda non è solo “posso depositare due materiali nello stesso pezzo?”, ma “i due materiali restano uniti quando il pezzo vibra, si scalda, si raffredda o viene caricato?”. In applicazioni funzionali questa differenza pesa molto.
Come sono state misurate le vibrazioni
L’analisi modale sperimentale è stata eseguita fissando un’estremità della trave e lasciando libera l’altra. Un accelerometro miniaturizzato PCB 352A21 è stato montato vicino all’estremità libera, mentre l’eccitazione è stata prodotta con un martello strumentato PCB 086E80. La trave è stata colpita in 15 punti lungo la sua lunghezza, a intervalli di circa 10 mm, e ogni punto è stato eccitato tre volte per migliorare l’affidabilità dei dati.
I segnali sono stati acquisiti con un modulo NI 9234 e uno chassis NI 9174 di National Instruments, poi elaborati in MATLAB R2022a per ricavare le curve FRF, cioè le funzioni di risposta in frequenza. L’articolo indica una frequenza di campionamento di 25,6 kHz e valori di coerenza generalmente superiori a 0,9 vicino alle risonanze, un segnale che le misure input-output erano affidabili.
Il rapporto di smorzamento è stato calcolato con il metodo della mezza potenza, che individua le due frequenze ai lati del picco di risonanza dove l’ampiezza scende a circa il 70,7% del valore massimo. È un metodo classico per stimare quanto una struttura dissipa energia vibratoria.
PLA più rigido, PETG più flessibile
Tra i campioni monomateriale, il PLA ha mostrato le frequenze naturali più alte in tutti e tre i primi modi di vibrazione. I valori misurati sono stati 27,177 Hz per il primo modo, 183,364 Hz per il secondo e 524,648 Hz per il terzo. L’ABS si è collocato in posizione intermedia, mentre il PETG ha prodotto i valori più bassi: 18,326 Hz, 121,075 Hz e 355,412 Hz.
Questo indica che il PLA, in quella geometria e con quei parametri, si è comportato come il materiale più rigido dal punto di vista dinamico. Il PETG, invece, ha mostrato una risposta più flessibile. È un dato coerente con l’esperienza pratica di molti utilizzatori FDM: il PLA tende a essere più rigido e “secco”, mentre il PETG accetta deformazioni maggiori prima di arrivare a rottura.
La massa dei campioni non basta da sola a spiegare il risultato. Il PLA aveva una massa superiore all’ABS nel tratto vibrante considerato, ma ha comunque mostrato frequenze più alte. Lo studio interpreta quindi la differenza come effetto combinato di massa e rigidezza, con un ruolo dominante della rigidezza effettiva.
PETG-PLA: un compromesso tra rigidezza e smorzamento
La combinazione PETG-PLA ha prodotto valori intermedi rispetto ai materiali puri: 22,875 Hz, 157,494 Hz e 458,259 Hz nei primi tre modi. La presenza dello strato in PLA, pur limitata a 1 mm nella configurazione analizzata, ha aumentato la rigidezza rispetto al PETG puro.
Il comportamento più interessante emerge però dallo smorzamento. Il PETG-PLA ha mostrato una capacità crescente di dissipare energia alle frequenze più alte, arrivando nel terzo modo a un rapporto di smorzamento superiore rispetto ai materiali singoli. L’articolo interpreta questo comportamento come effetto delle interazioni tra materiali negli strati, che diventano più rilevanti con l’aumento della frequenza.
In termini pratici, una combinazione come PETG-PLA potrebbe essere interessante quando si vuole evitare un pezzo troppo flessibile, ma si desidera anche una certa capacità di attenuare vibrazioni ad alta frequenza. Non è una regola universale, perché dipende da geometria, orientamento, parametri di stampa e condizioni di vincolo, ma il dato suggerisce che la stratificazione può diventare una leva progettuale.
PETG-ABS: lo spessore dello strato cambia il risultato
Le travi PETG-ABS sono state usate per valutare l’effetto dello spessore degli strati. Il risultato più evidente riguarda la configurazione da 0,6 mm, che ha mostrato frequenze naturali più alte dell’ABS puro nei primi tre modi: circa +11%, +5% e +4%.
Questo è un passaggio significativo perché mostra che aumentare lo spessore dello strato non produce un miglioramento lineare. La configurazione da 0,6 mm ha dato il comportamento più rigido, mentre quelle da 0,5 mm e 1 mm si sono collocate tra ABS e PETG. In altre parole, lo spessore non è un semplice cursore da alzare o abbassare; può esistere una configurazione intermedia più efficace per una certa risposta dinamica.
Dal punto di vista dello smorzamento, la configurazione PETG-ABS da 0,5 mm ha mostrato in generale una migliore capacità di attenuazione considerando i primi tre modi, mentre nel secondo modo la configurazione da 1 mm ha raggiunto un rapporto di smorzamento elevato. Anche qui non compare una relazione lineare semplice tra spessore e smorzamento.
PETG-PLA contro PETG-ABS
Quando le due combinazioni a 1 mm vengono confrontate direttamente, il PETG-PLA mostra frequenze naturali più alte del PETG-ABS in tutti e tre i modi. I valori riportati sono 22,875 Hz, 157,494 Hz e 458,259 Hz per PETG-PLA, contro 19,852 Hz, 132,277 Hz e 389,734 Hz per PETG-ABS a 1 mm.
Il PETG-ABS a 1 mm, però, ha mostrato nel secondo modo un rapporto di smorzamento più alto, pari a 0,0439, contro 0,0156 del PETG-PLA nello stesso modo. Questo suggerisce una distinzione utile: il PETG-PLA può essere preferibile quando serve maggiore rigidezza, mentre il PETG-ABS può essere interessante quando l’obiettivo è dissipare più energia in una determinata banda.
Questa è la parte più applicativa dello studio. Con una stampante FDM a doppio estrusore, la scelta del materiale non riguarda solo il modulo elastico o la resistenza statica. Può diventare un modo per spostare una risonanza, aumentare lo smorzamento o progettare un componente più adatto a una macchina che vibra.
Cosa significa per progettisti e service di stampa 3D
Per chi progetta componenti funzionali, lo studio offre un messaggio chiaro: la stratificazione multimateriale non serve solo a ottenere colori diversi, zone morbide o inserti estetici. Può essere usata per modificare il comportamento dinamico del pezzo. Una staffa, un braccio leggero o un supporto meccanico potrebbero essere progettati non solo in base alla forma, ma anche in base alla frequenza operativa del sistema in cui saranno montati.
Un service di stampa 3D potrebbe usare questo approccio per proporre parti “tarate” su specifiche condizioni di vibrazione. Per esempio, un supporto per un motore o un sensore potrebbe essere progettato per spostare il primo modo lontano dalla frequenza di lavoro della macchina. Un braccio robotico leggero potrebbe essere irrigidito in certe zone e reso più dissipativo in altre.
Il passaggio non è immediato: servono prove, simulazioni e dati specifici per ogni geometria. Ma la logica è interessante perché porta la stampa FDM oltre la scelta “PLA se voglio rigido, PETG se voglio tenace, ABS se voglio tecnico”. Il componente può essere visto come un piccolo laminato, dove materiale, sequenza e spessore degli strati contribuiscono insieme alla risposta dinamica.
Le aziende e gli strumenti citati
Lo studio non nasce come progetto industriale sponsorizzato e l’autrice dichiara assenza di conflitti di interesse. Le realtà nominate sono legate soprattutto agli strumenti usati per progettazione, stampa e misura: Raise3D per la stampante Pro2, National Instruments per l’acquisizione dati, PCB Piezotronics per accelerometro e martello strumentato, MathWorks per MATLAB e Dassault Systèmes per SolidWorks. La piattaforma Raise3D Pro2 è indicata anche dal produttore come una serie di stampanti a doppio estrusore per prototipazione e produzione, compatibile con diversi materiali tecnici.
Il tema si collega anche al mercato delle stampanti per compositi. Aziende come Markforged e Anisoprint, non coinvolte nello studio, lavorano sulla stampa 3D con rinforzi continui e materiali compositi, puntando a parti più rigide e leggere. Markforged propone fibre continue inserite in materiali base come Onyx, mentre Anisoprint presenta sistemi per compositi a fibra continua dal desktop all’industriale.
Il collegamento non va forzato: lo studio di Hilal Doğanay Katı non usa fibre continue, ma polimeri comuni stratificati tramite FDM. Proprio per questo è interessante. Mostra che anche con materiali ordinari e una stampante a doppio estrusore si può iniziare a ragionare sulla risposta dinamica, senza entrare necessariamente in sistemi compositi ad alte prestazioni.
I limiti dello studio
La ricerca ha un’impostazione sperimentale chiara, ma non va letta come una tabella universale valida per ogni pezzo FDM. Le prove riguardano travi sottili a mensola, stampate con parametri specifici e con una sola geometria. Cambiando orientamento di stampa, infill, spessore del pezzo, temperatura, raffreddamento, materiale commerciale, grado di essiccazione del filamento o vincolo meccanico, i valori possono cambiare.
Un altro limite riguarda il numero di campioni: per ogni configurazione è stato fabbricato un singolo provino e testato nelle stesse condizioni. L’articolo mira soprattutto a confrontare tendenze tra materiali e spessori, non a costruire un database statistico completo.
Inoltre, le combinazioni multimateriale portano sempre il problema dell’interfaccia. La delaminazione osservata nei tentativi ABS-PLA mostra che una struttura stratificata può fallire prima ancora di essere caratterizzata in vibrazione. Per applicazioni reali servono quindi prove di adesione, fatica, cicli termici e durata nel tempo.
Dove può essere utile
Le applicazioni più immediate sono componenti leggeri soggetti a vibrazioni moderate: robotica, supporti meccanici, staffe per sensori, bracci di droni, piccole strutture aerospaziali dimostrative, involucri tecnici, supporti per apparecchiature e componenti di macchine automatiche. Lo stesso articolo indica come possibili campi d’uso strutture robotiche, componenti aerospaziali e supporti meccanici in cui servano insieme rigidezza e attenuazione delle vibrazioni.
In questi casi, la stampa 3D può diventare uno strumento di progettazione dinamica. Non si sceglie solo una forma, ma anche una sequenza di materiali. Il progettista può cercare di alzare o abbassare una frequenza naturale, oppure aumentare lo smorzamento in una banda critica. È lo stesso ragionamento usato da anni nei compositi tradizionali, ma applicato a pezzi FDM ottenuti con materiali termoplastici comuni.
Perché questo studio è utile per la stampa 3D
La parte più utile del lavoro è il cambio di prospettiva. La stampa FDM viene spesso giudicata in modo statico: quanto carico regge, quanto si piega, quanto pesa, quanto costa. In molti prodotti reali, però, il pezzo vive dentro un sistema che si muove. La domanda diventa: a quale frequenza vibra? Dissipa energia o la amplifica? Cambiando materiale o spessore degli strati posso evitare una risonanza?
Lo studio mostra che la risposta è sì, almeno per le travi analizzate: materiale, combinazione e spessore degli strati influenzano in modo sensibile il comportamento dinamico. Il PLA alza le frequenze naturali, il PETG rende la struttura più flessibile, il PETG-PLA offre un comportamento intermedio con migliore smorzamento ad alte frequenze, mentre il PETG-ABS permette di lavorare sull’equilibrio tra rigidezza e dissipazione.
Per la produzione additiva questo significa una cosa precisa: il controllo del pezzo non finisce nel CAD e non finisce nello slicer. La scelta dei materiali e della loro sequenza può diventare parte della progettazione funzionale. In prospettiva, i software di slicing e simulazione potrebbero aiutare a definire non solo perimetri, riempimenti e supporti, ma anche configurazioni multimateriale pensate per ottenere una risposta dinamica desiderata.
L’analisi modale delle travi composite stampate in 3D mostra che anche una tecnologia accessibile come l’FDM può essere usata per studiare e modificare il comportamento vibrazionale dei componenti. Non basta dire che un pezzo è in PLA, PETG o ABS: conta come questi materiali sono disposti, quanto sono spessi gli strati e quanto bene aderiscono tra loro.
Per chi usa la stampa 3D in modo tecnico, questo studio è un promemoria utile. La resistenza meccanica è solo una parte della storia. In molte applicazioni, soprattutto dove ci sono movimento, cicli ripetitivi e macchine in funzione, le vibrazioni possono decidere se un componente lavora bene o diventa il punto debole del sistema.