Quando si parla di “microbolle” si pensa quasi sempre a piccole sfere di gas immerse in un liquido, usate per esempio in ambito biomedico, nei processi di separazione o nello studio dei fluidi. Il lavoro sviluppato da Sohail Khan, Zengbo Wang, Qingshan Yang e Liyang Yue sposta però il concetto in un’altra direzione: non bolle libere in un fluido, ma microcavità cave, chiuse, stampate in 3D e con geometria cubica. Lo studio, intitolato Method for 3D printing of cubic microbubbles: fully enclosed thin-walled microcavities with ultra-high aspect ratios, è stato depositato su arXiv nell’area Physics/Optics.
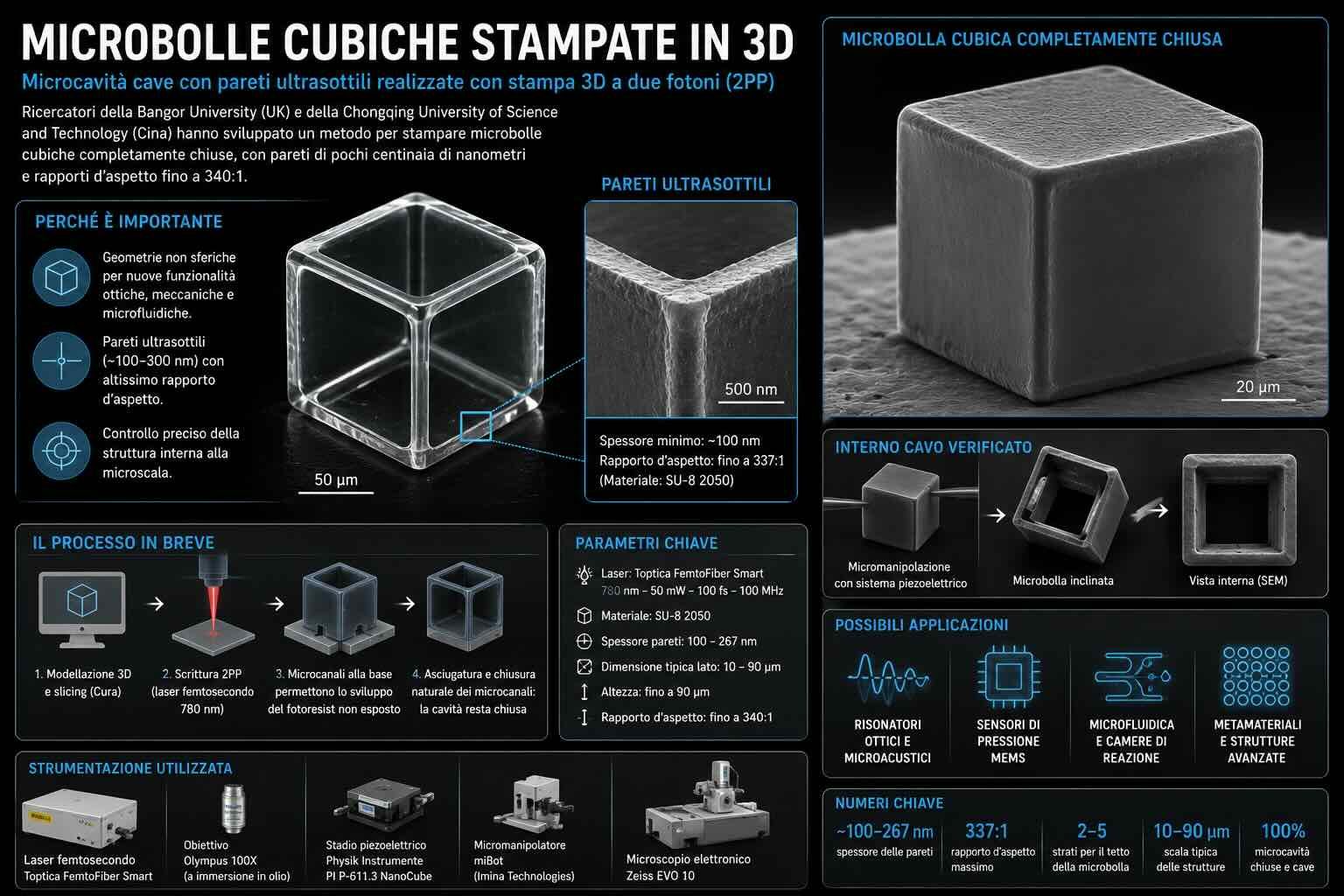
Il progetto nasce tra la School of Computer Science and Engineering della Bangor University nel Regno Unito e la School of Metallurgy and Power Engineering della Chongqing University of Science and Technology in Cina. Gli autori hanno usato la polimerizzazione a due fotoni, o 2PP, per realizzare microstrutture cave con pareti nell’ordine delle centinaia di nanometri, arrivando a un rapporto d’aspetto parete/altezza indicato intorno a 340:1. In pratica, parliamo di piccole scatole cave stampate alla microscala, con pareti sottilissime e una cavità interna effettivamente svuotata dal fotoresist non polimerizzato.
Perché una microbolla cubica è difficile da stampare
Stampare una cavità chiusa alla microscala non è equivalente a stampare una scatola cava con una normale stampante 3D. Nella stampa FDM, SLA o DLP da laboratorio, l’utente può prevedere fori di drenaggio, spessori generosi e aperture abbastanza grandi da pulire il pezzo. Alla scala micrometrica la situazione cambia: il materiale non esposto resta intrappolato, il solvente di sviluppo fatica a entrare e le pareti possono deformarsi o collassare durante lavaggio, asciugatura e post-trattamento. Gli autori dello studio indicano proprio la rimozione del fotoresist non esposto come una delle difficoltà centrali nella produzione di microcavità completamente chiuse.
La scelta della forma cubica non è casuale. Una microbolla sferica è naturale quando nasce per espansione di un gas, ma è più complessa da controllare con precisione in una strategia di scrittura laser. Un cubo, invece, permette scansioni più regolari lungo pareti rettilinee e consente di studiare meglio lo spessore della parete, il tetto superiore e le microaperture utili allo sviluppo. Gli autori spiegano che la geometria cubica consente un controllo più preciso della dose fotonica durante scansioni lunghe e a velocità costante.
La tecnologia usata: polimerizzazione a due fotoni
La tecnica impiegata è la two-photon polymerisation, nota anche come 2PP. In questo processo un laser a impulsi ultracorti viene focalizzato all’interno di un fotoresist; la polimerizzazione avviene solo nel volume in cui l’intensità del fascio è sufficiente a innescare l’assorbimento simultaneo di due fotoni. Questo consente di scrivere strutture tridimensionali con risoluzione molto alta, andando oltre i limiti tipici della fotopolimerizzazione a strato usata nelle stampanti a resina convenzionali. Nanoscribe descrive la 2PP come una tecnologia di manifattura additiva ad alta precisione capace di realizzare strutture con dettagli submicrometrici, mentre UpNano la presenta come un processo che polimerizza la resina solo nel punto focale del laser.
Nel lavoro di Khan, Wang, Yang e Yue il sistema 2PP è stato costruito attorno a un laser femtosecondo Toptica FemtoFiber Smart, con lunghezza d’onda di 780 nm, potenza media di 50 mW, impulsi fino a 100 fs e frequenza di ripetizione di 100 MHz. Il setup include anche un obiettivo a immersione in olio Olympus, uno stadio piezoelettrico Physik Instrumente – PI P-611.3 NanoCube con controller E-517, una telecamera monocromatica per il monitoraggio e un microscopio elettronico a scansione Zeiss EVO 10 per la caratterizzazione.
Il materiale: SU-8 2050
Il fotoresist scelto è SU-8 2050, un materiale epossidico negativo ad alta viscosità usato in microlavorazioni e MEMS. La famiglia SU-8 è progettata per produrre strutture spesse, stabili chimicamente e termicamente, con le zone esposte che diventano insolubili durante lo sviluppo. Kayaku Advanced Materials descrive SU-8 come un fotoresist epossidico per micromachining e microelettronica, adatto a strutture robuste e ad alto rapporto d’aspetto.
La viscosità elevata del SU-8 2050 è un elemento importante del metodo. Gli autori indicano che il materiale aiuta a limitare flusso, deformazione e vibrazioni durante la scrittura laser, permettendo alle pareti sottili di mantenere la forma prima dello sviluppo. I campioni sono stati preparati su vetrini, con spin coating a 1500 rpm per 45 secondi, ottenendo un film di circa 120 micrometri. Dopo la scrittura, i campioni sono stati sottoposti a post-exposure bake, sviluppo in PGMEA e risciacquo in IPA.
Il trucco tecnico: lasciare uscire il materiale senza lasciare aperta la cavità
Il nodo principale è questo: come si svuota una microcavità che alla fine deve risultare chiusa? Il gruppo ha sfruttato in modo controllato piccoli canali che si formano alla base della struttura, nell’interfaccia tra parete polimerizzata e substrato. Questi microcanali permettono al solvente di entrare e al fotoresist non esposto di uscire; durante le fasi successive, le aperture tendono a chiudersi moderatamente per espansione strutturale e residui di processo, formando una microcavità integrata e chiusa.
È un passaggio interessante perché non aggiunge un foro macroscopico da sigillare dopo, ma usa una caratteristica del processo alla microscala. Le deformazioni e i piccoli distacchi che in altri casi sarebbero difetti vengono qui gestiti come canali temporanei di sviluppo. Il risultato è una microstruttura che può essere svuotata senza perdere la natura di cavità chiusa.
Pareti da 267 nanometri e rapporto d’aspetto 337:1
Nella prima fase gli autori hanno realizzato pareti sottili quadrate senza tetto, per capire fino a che punto fosse possibile spingere spessore e stabilità. Con una potenza laser intorno a 4,1 mW e una velocità di scansione di 100 µm/s, hanno ottenuto una struttura con lato/altezza di 90 µm e parete di circa 267 nm, pari a un rapporto d’aspetto 337:1. Riducendo la potenza a 3,6 mW, la parete è scesa a circa 109 nm, ma le strutture con rapporto d’aspetto superiore a 800 sono risultate troppo fragili e soggette a distacco e piegatura.
Questi numeri spiegano perché il lavoro non va letto come una semplice variante di stampa a resina. Una parete da poche centinaia di nanometri è migliaia di volte più sottile di molte pareti stampate in FDM e molto più delicata anche rispetto a molte microstrutture realizzate con tecniche litografiche tradizionali. Alla scala del nanometro e del micrometro, tensioni residue, capillarità e adesione al substrato diventano fattori progettuali primari.
Il tetto della microcavità
Una microbolla cubica non può essere composta solo da quattro pareti. Serve un tetto capace di chiudere la cavità senza collassare. Il gruppo ha quindi lavorato sulla sovrapposizione di più strati polimerizzati nella parte superiore. Nei test su microbolle da 50 µm, l’aumento del numero di strati del tetto tra due e cinque ha permesso di ottenere pareti dritte e spigoli più definiti, a patto di controllare bene la distanza di tratteggio.
La distanza tra le linee di scansione del tetto si è rivelata decisiva. Con un hatching distance di 800 nm, anche usando cinque strati, il tetto può indebolirsi e collassare verso l’interno. Riducendo la distanza a 500 nm o 200 nm, la rete polimerica diventa più continua e resistente; nel caso a 200 nm gli autori hanno ottenuto microbolle cubiche con spigoli dritti usando solo due strati superiori.
Come è stata verificata la cavità interna
Dimostrare che una microstruttura è cava non è banale. Guardandola dall’esterno al microscopio, una cavità piena di materiale non esposto può sembrare simile a una cavità svuotata. Per questo il gruppo ha usato un micromanipolatore piezoelettrico miBot di Imina Technologies per spostare meccanicamente alcune microcavità dal substrato, inclinarle e osservarne l’interno al microscopio elettronico. Le immagini SEM hanno confermato la presenza di interni cavi, con pareti e tetto corrispondenti al modello progettato.
Il test è rilevante anche perché le microbolle hanno resistito alla manipolazione più di quanto ci si potesse aspettare da pareti così sottili. Gli autori riportano che non sono stati osservati danni strutturali durante la manipolazione e l’imaging, elemento utile per valutare l’impiego di queste microcavità in dispositivi reali e non solo come dimostrazione di laboratorio.
Il ruolo di Cura e del codice di controllo
Un dettaglio curioso è l’uso di Cura nel flusso di lavoro. Il modello è stato affettato con il software di slicing associato a UltiMaker Cura, poi un traduttore Java sviluppato internamente ha convertito il G-code in comandi PI General Command Set per pilotare lo stadio piezoelettrico e lo shutter del laser. UltiMaker presenta Cura come un software gratuito per preparare modelli 3D e generare istruzioni di stampa, con oltre 400 impostazioni configurabili.
Questo passaggio mostra un aspetto spesso sottovalutato della microstampa 3D: non basta avere un laser preciso. Serve anche un collegamento affidabile tra geometria digitale, strategia di scansione, movimento dello stadio, apertura del fascio e parametri di esposizione. In questo caso un software nato per la stampa 3D più comune viene inserito in un processo di microfabbricazione molto diverso, tramite una conversione personalizzata del percorso macchina.
A cosa servono microbolle cubiche stampate in 3D
Le possibili applicazioni indicate nello studio riguardano risonatori ottici, sensori di pressione MEMS, camere di reazione microfluidiche e metamateriali. Le microcavità cave possono funzionare come elementi di base per dispositivi in cui forma, volume interno, spessore della parete e risposta meccanica o ottica devono essere controllati con precisione.
Nel campo dei MEMS, una cavità chiusa con pareti sottili può essere usata per rilevare variazioni di pressione o deformazioni. Nella microfluidica, piccole camere cave possono diventare volumi di reazione, serbatoi o elementi di controllo del flusso. Nei metamateriali, invece, array ordinati di cavità non sferiche possono servire per modificare il comportamento acustico, ottico o meccanico di una struttura più grande. Fabbaloo sottolinea anche l’interesse per risonatori e dispositivi microacustici, dove la geometria non sferica può offrire possibilità diverse rispetto alle bolle tradizionali.
Perché la forma non sferica conta
Le microbolle convenzionali sono quasi sempre sferiche perché la tensione superficiale porta naturalmente il gas ad assumere quella forma. La stampa 3D permette invece di definire una geometria a priori: cubi, parallelepipedi, reticoli, cavità allungate o combinazioni periodiche. In questo modo non si lavora più solo sulla dimensione della bolla, ma anche sulla sua architettura.
La differenza può diventare importante quando la cavità è usata come elemento funzionale. Una sfera risponde in un certo modo a pressione, luce, onde acustiche o sollecitazioni meccaniche; una cavità cubica, con pareti piane e spigoli, può avere risposte diverse. Per i metamateriali, questa libertà geometrica è particolarmente utile perché il comportamento complessivo dipende spesso dalla ripetizione ordinata di microelementi con forma definita.
Non è una tecnologia per la produzione di massa
Il metodo non va confuso con una tecnologia pronta per produrre milioni di microbolle a basso costo. La 2PP è molto precisa, ma il processo di scrittura voxel per voxel o linea per linea resta più lento rispetto a tecniche litografiche parallele o stampi replicativi. Fabbaloo evidenzia proprio il throughput come uno dei limiti più evidenti: creare array numerosi di microbolle richiede tempo, a meno di usare strategie multi-fascio, automazione avanzata o processi di parallelizzazione.
Questo non riduce il valore del lavoro, ma lo colloca nel contesto giusto. La ricerca non propone una scorciatoia per la produzione industriale immediata di microbolle cubiche. Propone invece un metodo per dimostrare che microcavità chiuse, cave e con pareti ad altissimo rapporto d’aspetto possono essere fabbricate e verificate sperimentalmente. Da lì possono nascere sviluppi su array, ripetibilità, materiali alternativi e integrazione in dispositivi.
Le aziende e gli strumenti coinvolti nel processo
Il lavoro è accademico, ma si appoggia a una catena di strumenti e materiali forniti da aziende note nel settore della fotonica, della microscopia e della microfabbricazione. Nel setup compaiono il laser Toptica FemtoFiber Smart, l’obiettivo Olympus RMS100X-PFO, lo stadio piezoelettrico Physik Instrumente PI P-611.3 NanoCube, il micromanipolatore miBot di Imina Technologies e il microscopio elettronico Zeiss EVO 10. Il flusso digitale include Cura, legato all’ecosistema UltiMaker, mentre il materiale chiave è il fotoresist SU-8 2050, appartenente alla famiglia SU-8 usata in microfabbricazione.
Nel mercato della 2PP esistono anche piattaforme commerciali dedicate, come quelle di Nanoscribe e UpNano, citate spesso quando si parla di microstampa 3D ad alta risoluzione. Non risultano coinvolte direttamente in questo esperimento, ma sono utili per capire il contesto industriale della tecnologia: entrambe descrivono la 2PP come una tecnica per produrre strutture micro e nanometriche con elevata precisione.
Cosa cambia per la stampa 3D
Il punto centrale non è solo aver stampato “una bolla quadrata”. Il risultato mostra che la stampa 3D alla microscala può produrre vuoti chiusi progettati, non solo solidi pieni o reticoli aperti. Questo amplia il tipo di funzioni che possono essere inserite in un microdispositivo: cavità, camere, risonatori, volumi sigillati, strutture alleggerite o elementi sensibili alla pressione.
C’è anche un vantaggio sul tempo di scrittura. Se una struttura non richiede caratteristiche interne, stampare solo il guscio riduce il volume di materiale polimerizzato e quindi il tempo necessario rispetto a un solido pieno. Gli autori indicano che la strategia può ridurre in modo significativo i tempi di fabbricazione 2PP per strutture di grandi dimensioni o prodotte in numero elevato, proprio perché limita la scrittura laser alle pareti e al tetto della cavità.
Un passo per microdispositivi più complessi
Le microbolle cubiche stampate in 3D sono ancora un oggetto di ricerca. Serviranno ulteriori prove su ripetibilità, resa di processo, integrazione con substrati funzionali, compatibilità con altri materiali e comportamento sotto carico, pressione, calore o fluidi. Restano inoltre aperti i limiti tipici della 2PP: area di lavoro, velocità, costo delle apparecchiature e scelta dei fotoresist.
Il contributo dello studio sta nel metodo: usare pareti sottili in SU-8 2050, controllare potenza laser, velocità, distanza di tratteggio e post-processing, sfruttare microcanali temporanei per lo sviluppo e verificare fisicamente la cavità interna con micromanipolazione e SEM. È una dimostrazione tecnica precisa, più che un annuncio commerciale.
Per chi segue la stampa 3D, il messaggio è chiaro: la manifattura additiva non sta lavorando solo su pezzi più grandi o più veloci, ma anche su strutture molto piccole in cui la funzione nasce dalla geometria interna. In questo caso, la “bolla” non è un difetto nel materiale e non è un gas intrappolato per caso: è una microarchitettura progettata, stampata e svuotata, pensata per diventare un elemento base di sensori, microfluidica, fotonica e metamateriali.